Print Reading for Industry 432 Class Date Name Industry Print Exercise 22-2 Refier to the print PR 22-2 amd answer the questions belou 1. What is the total number of parts (not part numbers) required for this welded assembly? 2. What is the name and number of the part identified as item 3? 3 According to note 3, what section of the AWS D1.1 standard should be referenced for the 100% weld penetration? 4 What type of weld should be used to "tack" the parts associated with item 4 in place? 5. What process can be used after welding to blend the weld with the parts? 6. For the process in question 5, does the welding symbol indicate flat, convex, or concave? 7. A couple of the welding symbols have a circle on the symbol elbow. What does that mean? 8. Are there complete dimensions on the drawing detailing all measurements for the individual parts? 9. Unless specified, all welds are to be class Review questions based on previous units: 10. Are there cutting-plane lines shown on this print? 11. What scale are the main views on the original drawing? 12. How much does this part weigh after welded together? 13. What revision status was given to this print? 14. What is the length of each of the six spacers? 15. At what scale is the enlarged detail? Copyright Goodheart-Willcox Co., Inc. Welding Prints Unit 22 ВС128 N8 fiblaeo N D i no elodie va y biar wot 101 C 90 Tou @T Print supplied by Marathon LeTourneau Cc PR 22-2. Stress Relieved Sub-Str. Copyright Goodheart-Willcox Co., Inc. SLONTOI3 ECN DATE APPROVED ZONE REV DESCRIPTION ERT WF OO RELEASED BLENDED FILLET WELD 62 - I REF 무oz FULL SCALE WELD JO INT BLEND FILLET WELD HERE BY GRINDING REF WELD PROCEDURE NUMBER IS WEZ002SBUF WELD PROCEDURE NUMBER IS WEZ002SBUF Е (SEE INSPEC- TION NOTE) (SEE INSPEC- TION NOTE) BLEND FILLET WELD HERE BY GRINDING VTAC TYP 4 LOCATION NOT CRITICAL, FOR STRESS RELIEF ONY REF ITEM 5 USED ON ITEM 2 54 REF NMOHN SHINON SI ONY BC238 BACK ING BAR BC237 SPACER, TEMPO PLATE, INNER ROLL-UP, INNER PLATE, OUTER NOTE: BC236 Е BC235 NOTES: i. STRESS RELIEVE PER ERP 062 AFTER FABRICATION. 3. WELD TO BE COMPLETE JOINT PENETRATION (100%) UT TO SECTION 9 OF AWS DI.1 1992 EDITION. MAGNAFLUX PRIOR TO UT. NO CRACKS ALLOWED ALL WELDS CLASS IV UNLESS OTHERWISE SPECIFIED. (AWS D14.4) BC234 ITEM PART NO. QTY DESCRIPTION REVIEW AND APPROVAL FIRST USED ONVCONTRACT NO. THIS DRAWING AND ALL DATA THEREIN IS THE OINENSIONS ARE IN INCHES TOLERANCESI Marathon LeTourneau Company BR549 PROPERTY OF MARATHON LETOURNEAU COMPANY LONGVIEW, TEXAS IT IS CONIDENT LAL FG ENGR Longyie Division ANGLES 1 2 PLACE DECIMAL.03 O1-21 MDF NAO 12-9 SUB-STR, STRESS 12-9 REL IEVED ETALLURGISTROGERS 12-10 -01-9 SIO TMI030 30Vd E IND ENGR TROY FRACTIONAL a1/16 12-10 ENGA 12-10 PROD ENGA TOBI 3 JON IS O TOOL ENGR MDF OTY SUBJECT TO RETURN BC128 ON FOS 3IS 6-21 ON OAO SI ON ONVM30 NOen 12-10 J APPROVAL HJUK TEXTURE DESIGNATIONS APPLY BEFORE PLATING 6-21 ANY WAY DETRIMENTAL MATERIAL 8/1S 5022 LBs 00 TO OUR INTEREST SHEET 1 OF 1 SONIIVO HSINIA O
Print Reading for Industry 432 Class Date Name Industry Print Exercise 22-2 Refier to the print PR 22-2 amd answer the questions belou 1. What is the total number of parts (not part numbers) required for this welded assembly? 2. What is the name and number of the part identified as item 3? 3 According to note 3, what section of the AWS D1.1 standard should be referenced for the 100% weld penetration? 4 What type of weld should be used to "tack" the parts associated with item 4 in place? 5. What process can be used after welding to blend the weld with the parts? 6. For the process in question 5, does the welding symbol indicate flat, convex, or concave? 7. A couple of the welding symbols have a circle on the symbol elbow. What does that mean? 8. Are there complete dimensions on the drawing detailing all measurements for the individual parts? 9. Unless specified, all welds are to be class Review questions based on previous units: 10. Are there cutting-plane lines shown on this print? 11. What scale are the main views on the original drawing? 12. How much does this part weigh after welded together? 13. What revision status was given to this print? 14. What is the length of each of the six spacers? 15. At what scale is the enlarged detail? Copyright Goodheart-Willcox Co., Inc. Welding Prints Unit 22 ВС128 N8 fiblaeo N D i no elodie va y biar wot 101 C 90 Tou @T Print supplied by Marathon LeTourneau Cc PR 22-2. Stress Relieved Sub-Str. Copyright Goodheart-Willcox Co., Inc. SLONTOI3 ECN DATE APPROVED ZONE REV DESCRIPTION ERT WF OO RELEASED BLENDED FILLET WELD 62 - I REF 무oz FULL SCALE WELD JO INT BLEND FILLET WELD HERE BY GRINDING REF WELD PROCEDURE NUMBER IS WEZ002SBUF WELD PROCEDURE NUMBER IS WEZ002SBUF Е (SEE INSPEC- TION NOTE) (SEE INSPEC- TION NOTE) BLEND FILLET WELD HERE BY GRINDING VTAC TYP 4 LOCATION NOT CRITICAL, FOR STRESS RELIEF ONY REF ITEM 5 USED ON ITEM 2 54 REF NMOHN SHINON SI ONY BC238 BACK ING BAR BC237 SPACER, TEMPO PLATE, INNER ROLL-UP, INNER PLATE, OUTER NOTE: BC236 Е BC235 NOTES: i. STRESS RELIEVE PER ERP 062 AFTER FABRICATION. 3. WELD TO BE COMPLETE JOINT PENETRATION (100%) UT TO SECTION 9 OF AWS DI.1 1992 EDITION. MAGNAFLUX PRIOR TO UT. NO CRACKS ALLOWED ALL WELDS CLASS IV UNLESS OTHERWISE SPECIFIED. (AWS D14.4) BC234 ITEM PART NO. QTY DESCRIPTION REVIEW AND APPROVAL FIRST USED ONVCONTRACT NO. THIS DRAWING AND ALL DATA THEREIN IS THE OINENSIONS ARE IN INCHES TOLERANCESI Marathon LeTourneau Company BR549 PROPERTY OF MARATHON LETOURNEAU COMPANY LONGVIEW, TEXAS IT IS CONIDENT LAL FG ENGR Longyie Division ANGLES 1 2 PLACE DECIMAL.03 O1-21 MDF NAO 12-9 SUB-STR, STRESS 12-9 REL IEVED ETALLURGISTROGERS 12-10 -01-9 SIO TMI030 30Vd E IND ENGR TROY FRACTIONAL a1/16 12-10 ENGA 12-10 PROD ENGA TOBI 3 JON IS O TOOL ENGR MDF OTY SUBJECT TO RETURN BC128 ON FOS 3IS 6-21 ON OAO SI ON ONVM30 NOen 12-10 J APPROVAL HJUK TEXTURE DESIGNATIONS APPLY BEFORE PLATING 6-21 ANY WAY DETRIMENTAL MATERIAL 8/1S 5022 LBs 00 TO OUR INTEREST SHEET 1 OF 1 SONIIVO HSINIA O

Welding: Principles and Applications (MindTap Course List)
8th Edition
ISBN:9781305494695
Author:Larry Jeffus
Publisher:Larry Jeffus
Chapter12: Flux Cored Arc Welding Equipment, Setup, And Operation
Section: Chapter Questions
Problem 22R: Describe the meaning of each part of the following FCA welding electrode identification: E81T-5.

Related questions

Question
I need answers to parts 4, 5, and 6, pertaining to the print provided.
Transcribed Image Text:Print Reading for Industry
432
Class
Date
Name
Industry Print Exercise 22-2
Refier to the print PR 22-2 amd answer the questions belou
1. What is the total number of parts (not part numbers) required for this welded assembly?
2. What is the name and number of the part identified as item 3?
3 According to note 3, what section of the AWS D1.1 standard should be referenced for the 100% weld
penetration?
4 What type of weld should be used to "tack" the parts associated with item 4 in place?
5. What process can be used after welding to blend the weld with the parts?
6. For the process in question 5, does the welding symbol indicate flat, convex, or concave?
7. A couple of the welding symbols have a circle on the symbol elbow. What does that mean?
8. Are there complete dimensions on the drawing detailing all measurements for the individual parts?
9. Unless specified, all welds are to be class
Review questions based on previous units:
10. Are there cutting-plane lines shown on this print?
11. What scale are the main views on the original drawing?
12. How much does this part weigh after welded together?
13. What revision status was given to this print?
14. What is the length of each of the six spacers?
15. At what scale is the enlarged detail?
Copyright Goodheart-Willcox Co., Inc.
Transcribed Image Text:Welding Prints
Unit 22
ВС128
N8
fiblaeo
N D
i no elodie
va y
biar
wot
101
C
90
Tou @T
Print supplied by Marathon LeTourneau Cc
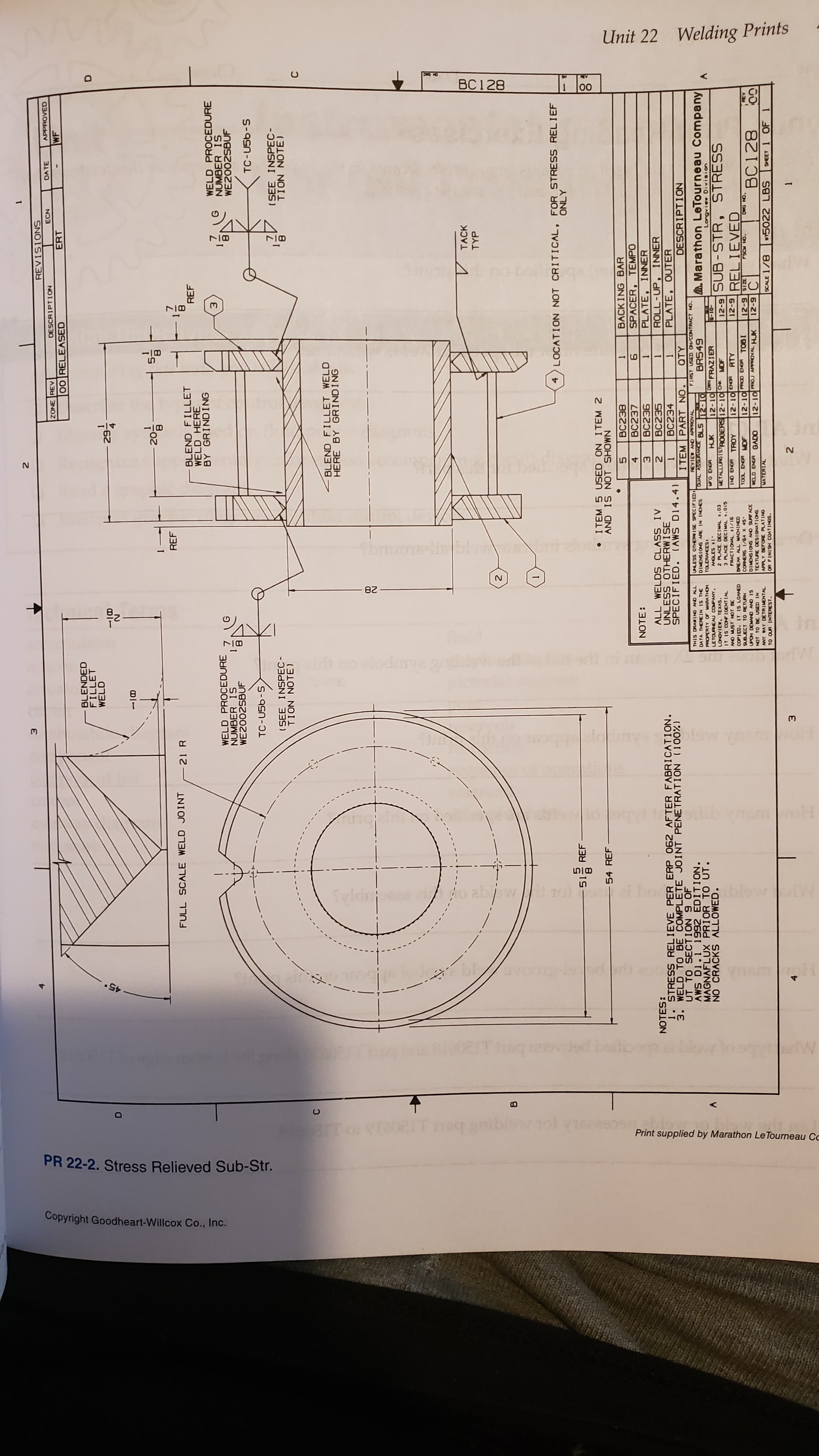
PR 22-2. Stress Relieved Sub-Str.
Copyright Goodheart-Willcox Co., Inc.
SLONTOI3
ECN
DATE
APPROVED
ZONE REV
DESCRIPTION
ERT
WF
OO RELEASED
BLENDED
FILLET
WELD
62
- I
REF
무oz
FULL SCALE WELD JO INT
BLEND FILLET
WELD HERE
BY GRINDING
REF
WELD PROCEDURE
NUMBER IS
WEZ002SBUF
WELD PROCEDURE
NUMBER IS
WEZ002SBUF
Е
(SEE INSPEC-
TION NOTE)
(SEE INSPEC-
TION NOTE)
BLEND FILLET WELD
HERE BY GRINDING
VTAC
TYP
4 LOCATION NOT CRITICAL, FOR STRESS RELIEF
ONY
REF
ITEM 5 USED ON ITEM 2
54 REF
NMOHN SHINON SI ONY
BC238
BACK ING BAR
BC237
SPACER, TEMPO
PLATE, INNER
ROLL-UP, INNER
PLATE, OUTER
NOTE:
BC236
Е
BC235
NOTES:
i. STRESS RELIEVE PER ERP 062 AFTER FABRICATION.
3. WELD TO BE COMPLETE JOINT PENETRATION (100%)
UT TO SECTION 9 OF
AWS DI.1 1992 EDITION.
MAGNAFLUX PRIOR TO UT.
NO CRACKS ALLOWED
ALL WELDS CLASS IV
UNLESS OTHERWISE
SPECIFIED. (AWS D14.4)
BC234
ITEM PART NO.
QTY
DESCRIPTION
REVIEW AND APPROVAL
FIRST USED ONVCONTRACT NO.
THIS DRAWING AND ALL
DATA THEREIN IS THE
OINENSIONS ARE IN INCHES
TOLERANCESI
Marathon LeTourneau Company
BR549
PROPERTY OF MARATHON
LETOURNEAU COMPANY
LONGVIEW, TEXAS
IT IS CONIDENT LAL
FG ENGR
Longyie Division
ANGLES 1
2 PLACE DECIMAL.03
O1-21
MDF
NAO
12-9 SUB-STR, STRESS
12-9 REL IEVED
ETALLURGISTROGERS 12-10
-01-9
SIO TMI030 30Vd E
IND ENGR TROY
FRACTIONAL a1/16
12-10 ENGA
12-10 PROD ENGA TOBI
3 JON IS O
TOOL ENGR MDF
OTY
SUBJECT TO RETURN
BC128
ON FOS
3IS 6-21
ON OAO
SI ON ONVM30 NOen
12-10 J APPROVAL HJUK
TEXTURE DESIGNATIONS
APPLY BEFORE PLATING
6-21
ANY WAY DETRIMENTAL
MATERIAL
8/1S
5022 LBs
00
TO OUR INTEREST
SHEET 1 OF 1
SONIIVO HSINIA O
Expert Solution
This question has been solved!
Explore an expertly crafted, step-by-step solution for a thorough understanding of key concepts.

This is a popular solution!

Trending now
This is a popular solution!

Step by step
Solved in 3 steps with 3 images

Knowledge Booster


Learn more about
Need a deep-dive on the concept behind this application? Look no further. Learn more about this topic, mechanical-engineering and related others by exploring similar questions and additional content below.Recommended textbooks for you
Welding: Principles and Applications (MindTap Cou…
Mechanical Engineering
ISBN:
9781305494695
Author:
Larry Jeffus
Publisher:
Cengage Learning
Welding: Principles and Applications (MindTap Cou…
Mechanical Engineering
ISBN:
9781305494695
Author:
Larry Jeffus
Publisher:
Cengage Learning