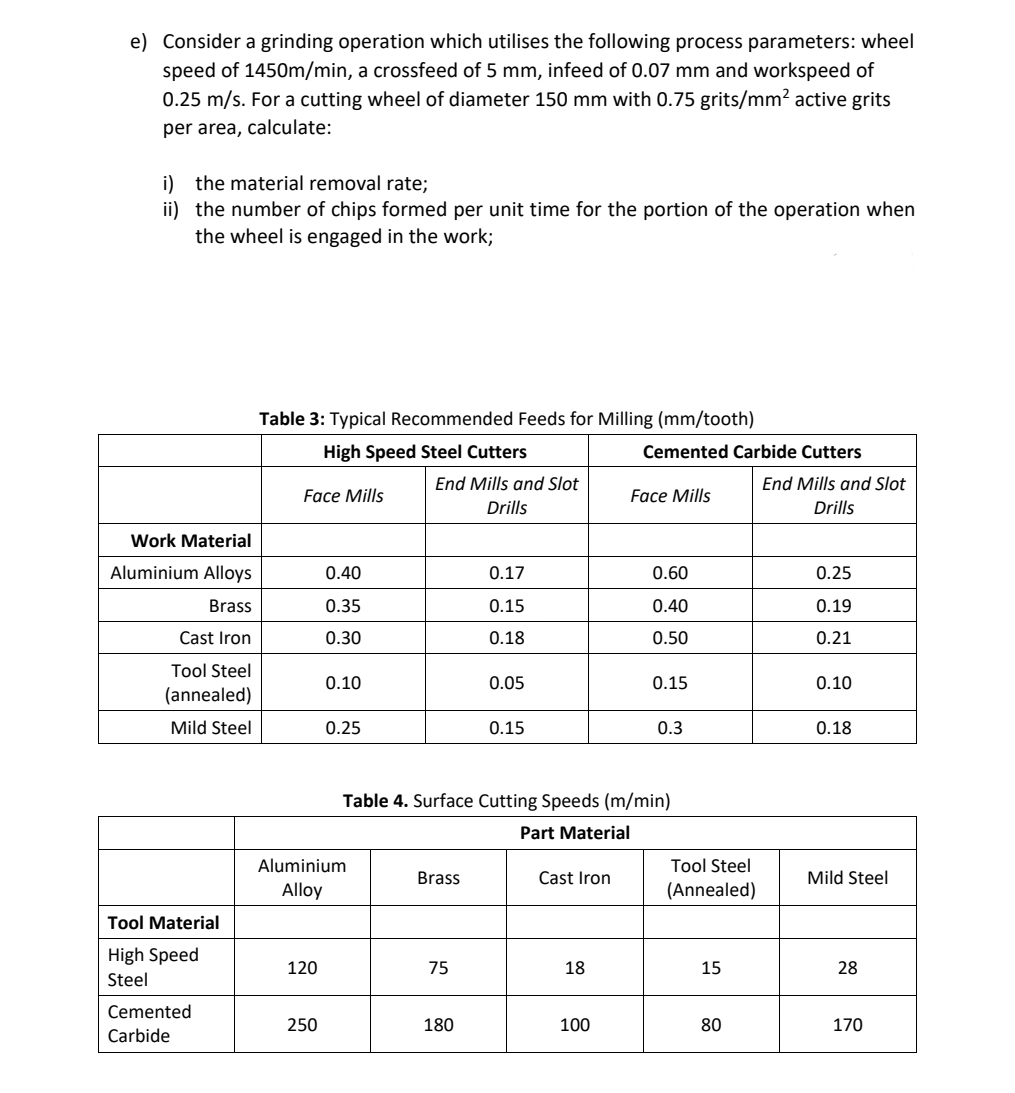
Consider a grinding operation which utilises the following process parameters: wheel speed of 1450m/min, a crossfeed of 5 mm, infeed of 0.07 mm and workspeed of 0.25 m/s. For a cutting wheel of diameter 150 mm with 0.75 grits/mm? active grits per area, calculate: i) the material removal rate; ii) the number of chips formed per unit time for the portion of the operation when the wheel is engaged in the work;
Consider a grinding operation which utilises the following process parameters: wheel speed of 1450m/min, a crossfeed of 5 mm, infeed of 0.07 mm and workspeed of 0.25 m/s. For a cutting wheel of diameter 150 mm with 0.75 grits/mm? active grits per area, calculate: i) the material removal rate; ii) the number of chips formed per unit time for the portion of the operation when the wheel is engaged in the work;

Elements Of Electromagnetics
7th Edition
ISBN:9780190698614
Author:Sadiku, Matthew N. O.
Publisher:Sadiku, Matthew N. O.
ChapterMA: Math Assessment
Section: Chapter Questions
Problem 1.1MA

Related questions
Question
Transcribed Image Text:e) Consider a grinding operation which utilises the following process parameters: wheel
speed of 1450m/min, a crossfeed of 5 mm, infeed of 0.07 mm and workspeed of
0.25 m/s. For a cutting wheel of diameter 150 mm with 0.75 grits/mm? active grits
per area, calculate:
i) the material removal rate;
ii) the number of chips formed per unit time for the portion of the operation when
the wheel is engaged in the work;
Table 3: Typical Recommended Feeds for Milling (mm/tooth)
High Speed Steel Cutters
Cemented Carbide Cutters
End Mills and Slot
End Mills and Slot
Face Mills
Face Mills
Drills
Drills
Work Material
Aluminium Alloys
0.40
0.17
0.60
0.25
Brass
0.35
0.15
0.40
0.19
Cast Iron
0.30
0.18
0.50
0.21
Tool Steel
0.10
0.05
0.15
0.10
(annealed)
Mild Steel
0.25
0.15
0.3
0.18
Table 4. Surface Cutting Speeds (m/min)
Part Material
Aluminium
Tool Steel
Brass
Cast Iron
Mild Steel
Alloy
(Annealed)
Tool Material
High Speed
120
75
18
15
28
Steel
Cemented
250
180
100
80
170
Carbide
Transcribed Image Text:Question 2
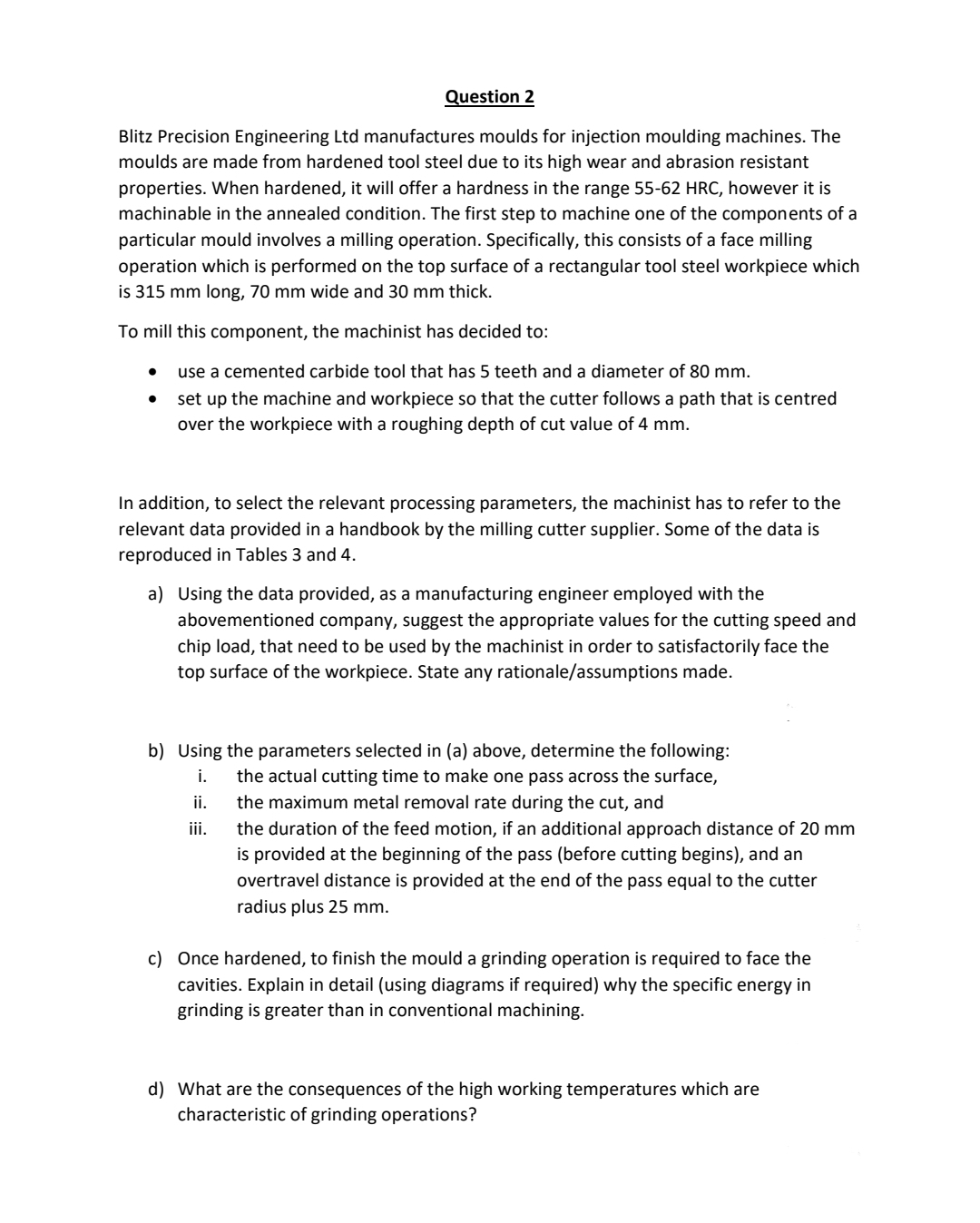
Blitz Precision Engineering Ltd manufactures moulds for injection moulding machines. The
moulds are made from hardened tool steel due to its high wear and abrasion resistant
properties. When hardened, it will offer a hardness in the range 55-62 HRC, however it is
machinable in the annealed condition. The first step to machine one of the components of a
particular mould involves a milling operation. Specifically, this consists of a face milling
operation which is performed on the top surface of a rectangular tool steel workpiece which
is 315 mm long, 70 mm wide and 30 mm thick.
To mill this component, the machinist has decided to:
use a cemented carbide tool that has 5 teeth and a diameter of 80 mm.
set up the machine and workpiece so that the cutter follows a path that is centred
over the workpiece with a roughing depth of cut value of 4 mm.
In addition, to select the relevant processing parameters, the machinist has to refer to the
relevant data provided in a handbook by the milling cutter supplier. Some of the data is
reproduced in Tables 3 and 4.
a) Using the data provided, as a manufacturing engineer employed with the
abovementioned company, suggest the appropriate values for the cutting speed and
chip load, that need to be used by the machinist in order to satisfactorily face the
top surface of the workpiece. State any rationale/assumptions made.
b) Using the parameters selected in (a) above, determine the following:
the actual cutting time to make one pass across the surface,
i.
ii.
the maximum metal removal rate during the cut, and
ii.
the duration of the feed motion, if an additional approach distance of 20 mm
is provided at the beginning of the pass (before cutting begins), and an
overtravel distance is provided at the end of the pass equal to the cutter
radius plus 25 mm.
c) Once hardened, to finish the mould a grinding operation is required to face the
cavities. Explain in detail (using diagrams if required) why the specific energy in
grinding is greater than in conventional machining.
d) What are the consequences of the high working temperatures which are
characteristic of grinding operations?
Expert Solution
This question has been solved!
Explore an expertly crafted, step-by-step solution for a thorough understanding of key concepts.

This is a popular solution!

Trending now
This is a popular solution!

Step by step
Solved in 2 steps with 2 images

Recommended textbooks for you
Elements Of Electromagnetics
Mechanical Engineering
ISBN:
9780190698614
Author:
Sadiku, Matthew N. O.
Publisher:
Oxford University Press

Mechanics of Materials (10th Edition)
Mechanical Engineering
ISBN:
9780134319650
Author:
Russell C. Hibbeler
Publisher:
PEARSON

Thermodynamics: An Engineering Approach
Mechanical Engineering
ISBN:
9781259822674
Author:
Yunus A. Cengel Dr., Michael A. Boles
Publisher:
McGraw-Hill Education
Elements Of Electromagnetics
Mechanical Engineering
ISBN:
9780190698614
Author:
Sadiku, Matthew N. O.
Publisher:
Oxford University Press
Mechanics of Materials (10th Edition)
Mechanical Engineering
ISBN:
9780134319650
Author:
Russell C. Hibbeler
Publisher:
PEARSON
Thermodynamics: An Engineering Approach
Mechanical Engineering
ISBN:
9781259822674
Author:
Yunus A. Cengel Dr., Michael A. Boles
Publisher:
McGraw-Hill Education

Control Systems Engineering
Mechanical Engineering
ISBN:
9781118170519
Author:
Norman S. Nise
Publisher:
WILEY

Mechanics of Materials (MindTap Course List)
Mechanical Engineering
ISBN:
9781337093347
Author:
Barry J. Goodno, James M. Gere
Publisher:
Cengage Learning

Engineering Mechanics: Statics
Mechanical Engineering
ISBN:
9781118807330
Author:
James L. Meriam, L. G. Kraige, J. N. Bolton
Publisher:
WILEY