Q1: In shape rolling, the final product is deformed into a countered cross-section like: (a) I-beam, L-beam, rails, H-beam and U-channel, (b) tubes, (c) screws, (d) gears (e) airfoil sections (f) bars and rods Q2: In two-high mill rolling (reversing type), the disadvantage is: (a) Compression force, (b) large roll diameter, (c) significant angular momentum, (d) large draft Q3: In four-high mill rolling, the roll force, torque and power are reduced due to: (a) Reduced contact length by lower radius of rolls, (b) large contact length, (c) low friction, (d) low draft Q4: In tandem rolling mill, the problem of synchronizing the roll speeds at each stand is a significant one because: (a) exit velocity of w.p. is increased after each rolling step, (b) increase the roll force, (c) exit velocity of w.p. is decreased, (d) increased draft
Q1: In shape rolling, the final product is deformed into a countered cross-section like: (a) I-beam, L-beam, rails, H-beam and U-channel, (b) tubes, (c) screws, (d) gears (e) airfoil sections (f) bars and rods Q2: In two-high mill rolling (reversing type), the disadvantage is: (a) Compression force, (b) large roll diameter, (c) significant angular momentum, (d) large draft Q3: In four-high mill rolling, the roll force, torque and power are reduced due to: (a) Reduced contact length by lower radius of rolls, (b) large contact length, (c) low friction, (d) low draft Q4: In tandem rolling mill, the problem of synchronizing the roll speeds at each stand is a significant one because: (a) exit velocity of w.p. is increased after each rolling step, (b) increase the roll force, (c) exit velocity of w.p. is decreased, (d) increased draft

Elements Of Electromagnetics
7th Edition
ISBN:9780190698614
Author:Sadiku, Matthew N. O.
Publisher:Sadiku, Matthew N. O.
ChapterMA: Math Assessment
Section: Chapter Questions
Problem 1.1MA

Related questions

Question
Answer the following questions:
Transcribed Image Text:2:10
HW-3.pdf
Solutions of HW-3
1 of 3 owing questions:
75
Done
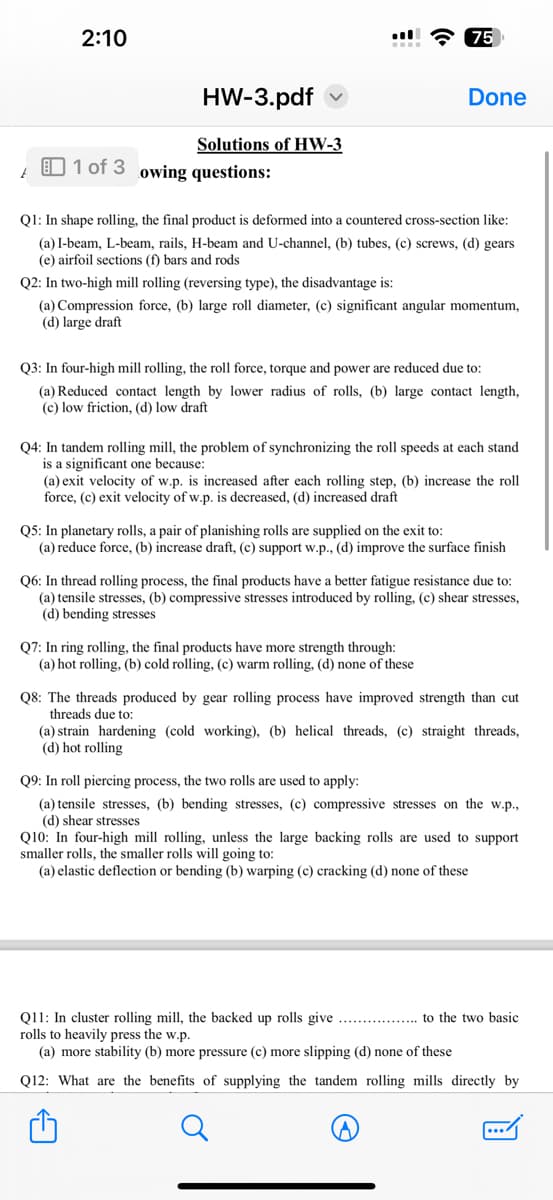
Q1: In shape rolling, the final product is deformed into a countered cross-section like:
(a) I-beam, L-beam, rails, H-beam and U-channel, (b) tubes, (c) screws, (d) gears
(e) airfoil sections (f) bars and rods
Q2: In two-high mill rolling (reversing type), the disadvantage is:
(a) Compression force, (b) large roll diameter, (c) significant angular momentum,
(d) large draft
Q3: In four-high mill rolling, the roll force, torque and power are reduced due to:
(a) Reduced contact length by lower radius of rolls, (b) large contact length,
(c) low friction, (d) low draft
Q4: In tandem rolling mill, the problem of synchronizing the roll speeds at each stand
is a significant one because:
(a) exit velocity of w.p. is increased after each rolling step, (b) increase the roll
force, (c) exit velocity of w.p. is decreased, (d) increased draft
Q5: In planetary rolls, a pair of planishing rolls are supplied on the exit to:
(a) reduce force, (b) increase draft, (c) support w.p., (d) improve the surface finish
Q7: In ring rolling, the final products have more strength through:
(a) hot rolling, (b) cold rolling, (c) warm rolling, (d) none of these
Q6: In thread rolling process, the final products have a better fatigue resistance due to:
(a) tensile stresses, (b) compressive stresses introduced by rolling, (c) shear stresses,
(d) bending stresses
Q8: The threads produced by gear rolling process have improved strength than cut
threads due to:
(a) strain hardening (cold working), (b) helical threads, (c) straight threads,
(d) hot rolling
Q9: In roll piercing process, the two rolls are used to apply:
(a) tensile stresses, (b) bending stresses, (c) compressive stresses on the w.p.,
(d) shear stresses
Q10: In four-high mill rolling, unless the large backing rolls are used to support
smaller rolls, the smaller rolls will going to:
(a) elastic deflection or bending (b) warping (c) cracking (d) none of these
Q11: In cluster rolling mill, the backed up rolls give
rolls to heavily press the w.p.
(a) more stability (b) more pressure (c) more slipping (d) none of these
Q12: What are the benefits of supplying the tandem rolling mills directly by
to the two basic
Expert Solution
This question has been solved!
Explore an expertly crafted, step-by-step solution for a thorough understanding of key concepts.

Step by step
Solved in 3 steps

Knowledge Booster


Learn more about
Need a deep-dive on the concept behind this application? Look no further. Learn more about this topic, mechanical-engineering and related others by exploring similar questions and additional content below.Recommended textbooks for you
Elements Of Electromagnetics
Mechanical Engineering
ISBN:
9780190698614
Author:
Sadiku, Matthew N. O.
Publisher:
Oxford University Press

Mechanics of Materials (10th Edition)
Mechanical Engineering
ISBN:
9780134319650
Author:
Russell C. Hibbeler
Publisher:
PEARSON

Thermodynamics: An Engineering Approach
Mechanical Engineering
ISBN:
9781259822674
Author:
Yunus A. Cengel Dr., Michael A. Boles
Publisher:
McGraw-Hill Education
Elements Of Electromagnetics
Mechanical Engineering
ISBN:
9780190698614
Author:
Sadiku, Matthew N. O.
Publisher:
Oxford University Press
Mechanics of Materials (10th Edition)
Mechanical Engineering
ISBN:
9780134319650
Author:
Russell C. Hibbeler
Publisher:
PEARSON
Thermodynamics: An Engineering Approach
Mechanical Engineering
ISBN:
9781259822674
Author:
Yunus A. Cengel Dr., Michael A. Boles
Publisher:
McGraw-Hill Education

Control Systems Engineering
Mechanical Engineering
ISBN:
9781118170519
Author:
Norman S. Nise
Publisher:
WILEY

Mechanics of Materials (MindTap Course List)
Mechanical Engineering
ISBN:
9781337093347
Author:
Barry J. Goodno, James M. Gere
Publisher:
Cengage Learning

Engineering Mechanics: Statics
Mechanical Engineering
ISBN:
9781118807330
Author:
James L. Meriam, L. G. Kraige, J. N. Bolton
Publisher:
WILEY