Vrite a complete program to mill around the part. The endmill is .500 diameter, and yo nt to leave .010 stock for a finish pass. Enter a diameter offset number (Dn) command for too AMETER Geometry of .520 for machining a roughing pass around part. And then define other pass around part using the same program coordinates but a different diameter offset amber (Dn), and enter in the correct diameter offset value of .500 to machine part to the finish ze. TOOL 1 has 0.520 in D21 and 0.500 in D01 Tool Speed (rpm) Feed (ipm) Operation Finish outside contour, x .50 deep Tooling .5D endmill 1200 6.
Vrite a complete program to mill around the part. The endmill is .500 diameter, and yo nt to leave .010 stock for a finish pass. Enter a diameter offset number (Dn) command for too AMETER Geometry of .520 for machining a roughing pass around part. And then define other pass around part using the same program coordinates but a different diameter offset amber (Dn), and enter in the correct diameter offset value of .500 to machine part to the finish ze. TOOL 1 has 0.520 in D21 and 0.500 in D01 Tool Speed (rpm) Feed (ipm) Operation Finish outside contour, x .50 deep Tooling .5D endmill 1200 6.

Precision Machining Technology (MindTap Course List)
2nd Edition
ISBN:9781285444543
Author:Peter J. Hoffman, Eric S. Hopewell, Brian Janes
Publisher:Peter J. Hoffman, Eric S. Hopewell, Brian Janes
Chapter8: Computer Numerical Control
Section8.3: Cnc Turning: Programming
Problem 7RQ: If a G1 code command is programmed partway through a machining operation, but no F-value is given in...

Related questions

Question
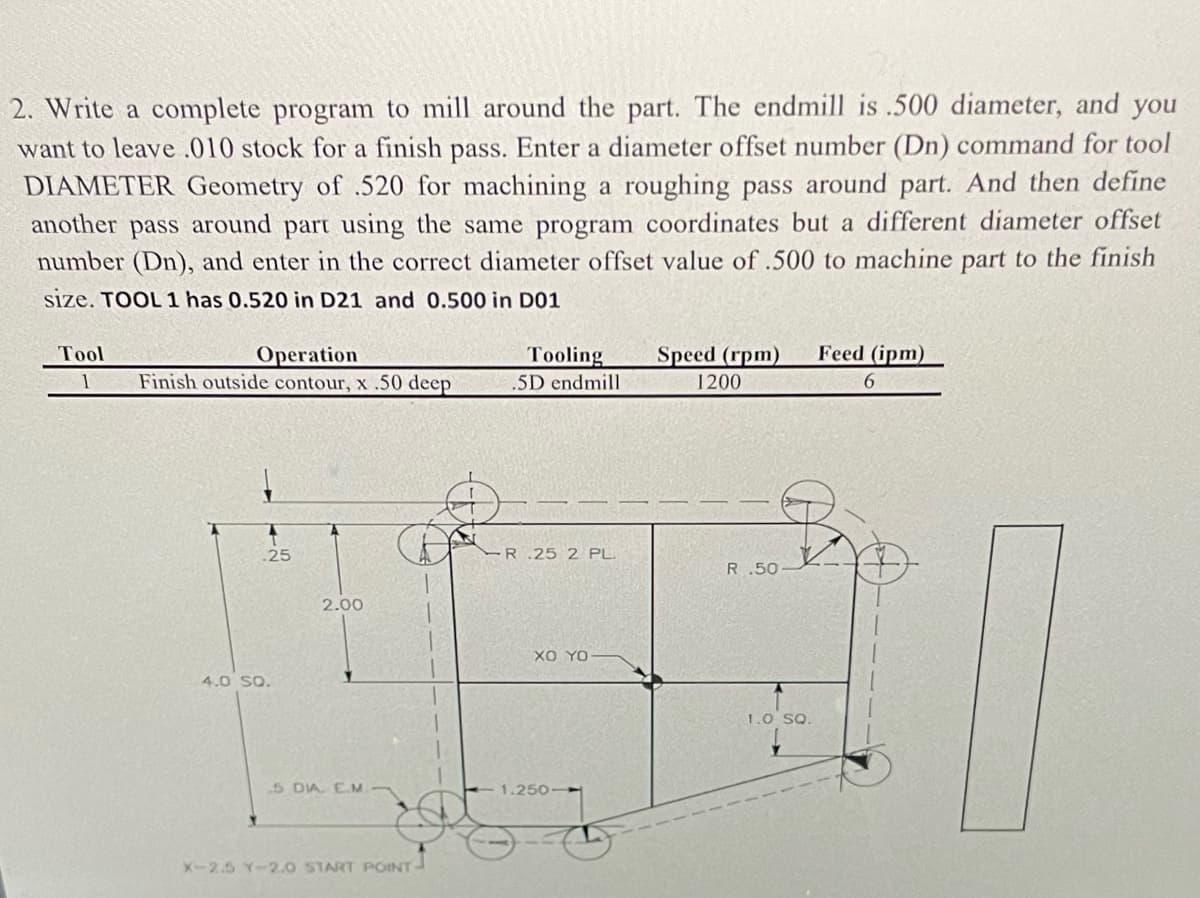
Transcribed Image Text:2. Write a complete program to mill around the part. The endmill is .500 diameter, and you
want to leave .010 stock for a finish pass. Enter a diameter offset number (Dn) command for tool
DIAMETER Geometry of .520 for machining a roughing pass around part. And then define
another pass around part using the same program coordinates but a different diameter offset
number (Dn), and enter in the correct diameter offset value of .500 to machine part to the finish
size. TOOL 1 has 0.520 in D21 and 0.500 in D01
Tool
Speed (rpm)
Feed (ipm)
Operation
Finish outside contour, x .50 deep
Tooling
1
.5D endmill
1200
6.
25
R.25 2 PL.
R .50
2.00
XO YO
4.0 SO.
1.0 SQ.
5 DA. EM
1.250-
X-2.5 Y-2.0 START POINT
Expert Solution
This question has been solved!
Explore an expertly crafted, step-by-step solution for a thorough understanding of key concepts.

Step by step
Solved in 2 steps with 1 images

Knowledge Booster


Learn more about
Need a deep-dive on the concept behind this application? Look no further. Learn more about this topic, mechanical-engineering and related others by exploring similar questions and additional content below.Recommended textbooks for you
Precision Machining Technology (MindTap Course Li…
Mechanical Engineering
ISBN:
9781285444543
Author:
Peter J. Hoffman, Eric S. Hopewell, Brian Janes
Publisher:
Cengage Learning
Precision Machining Technology (MindTap Course Li…
Mechanical Engineering
ISBN:
9781285444543
Author:
Peter J. Hoffman, Eric S. Hopewell, Brian Janes
Publisher:
Cengage Learning