The outline of the part in the Figure below is to be profile milled using a 20- mm diameter end mill with two teeth. The part is 10 mm thick. The cutting speed = 125 m/min and feed= 0.10 mm/tooth. The part is also to be drilled with a drill size of 10 mm corresponds to T01 with a cutting speed=75 mm/min and feed = 0.08 mm/rev. The two holes pass completely through the part. 30 rad. 125 75 10 dia., 2 holes Write the part program (G & M code program) for the required machining processes. Use absolute 25 programming with the lower left corner of the part as the origin in the x-y axis system. 150 (All dimensions are in mm.) 25 50- 75 35 deg.
The outline of the part in the Figure below is to be profile milled using a 20- mm diameter end mill with two teeth. The part is 10 mm thick. The cutting speed = 125 m/min and feed= 0.10 mm/tooth. The part is also to be drilled with a drill size of 10 mm corresponds to T01 with a cutting speed=75 mm/min and feed = 0.08 mm/rev. The two holes pass completely through the part. 30 rad. 125 75 10 dia., 2 holes Write the part program (G & M code program) for the required machining processes. Use absolute 25 programming with the lower left corner of the part as the origin in the x-y axis system. 150 (All dimensions are in mm.) 25 50- 75 35 deg.

Precision Machining Technology (MindTap Course List)
2nd Edition
ISBN:9781285444543
Author:Peter J. Hoffman, Eric S. Hopewell, Brian Janes
Publisher:Peter J. Hoffman, Eric S. Hopewell, Brian Janes
Chapter5: Turning
Section5.3: Machining Operations On The Lathe
Problem 5RQ: Calculate spindle RPM and machining time for cutting a 1.5" diameter 4" long at 225 SFPM using a...

Related questions

Question
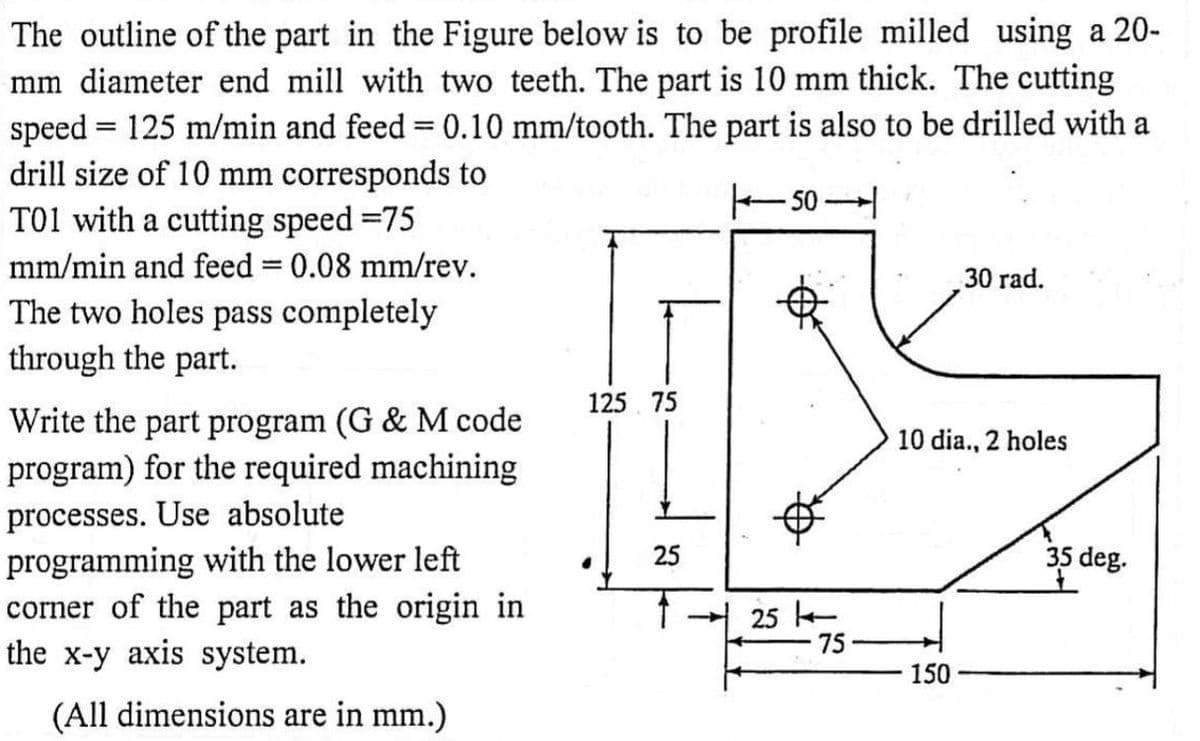
Transcribed Image Text:The outline of the part in the Figure below is to be profile milled using a 20-
mm diameter end mill with two teeth. The part is 10 mm thick. The cutting
speed = 125 m/min and feed = 0.10 mm/tooth. The part is also to be drilled with a
drill size of 10 mm corresponds to
T01 with a cutting speed =75
mm/min and feed = 0.08 mm/rev.
The two holes pass completely
through the part.
30 rad.
125.75
10 dia., 2 holes
Write the part program (G & M code
program) for the required machining
processes. Use absolute
programming with the lower left
25
corner of the part as the origin in
the x-y axis system.
150
(All dimensions are in mm.)
25
50
75
35 deg.
Expert Solution
This question has been solved!
Explore an expertly crafted, step-by-step solution for a thorough understanding of key concepts.

This is a popular solution!

Trending now
This is a popular solution!

Step by step
Solved in 3 steps with 3 images

Knowledge Booster


Learn more about
Need a deep-dive on the concept behind this application? Look no further. Learn more about this topic, mechanical-engineering and related others by exploring similar questions and additional content below.Recommended textbooks for you
Precision Machining Technology (MindTap Course Li…
Mechanical Engineering
ISBN:
9781285444543
Author:
Peter J. Hoffman, Eric S. Hopewell, Brian Janes
Publisher:
Cengage Learning
Precision Machining Technology (MindTap Course Li…
Mechanical Engineering
ISBN:
9781285444543
Author:
Peter J. Hoffman, Eric S. Hopewell, Brian Janes
Publisher:
Cengage Learning