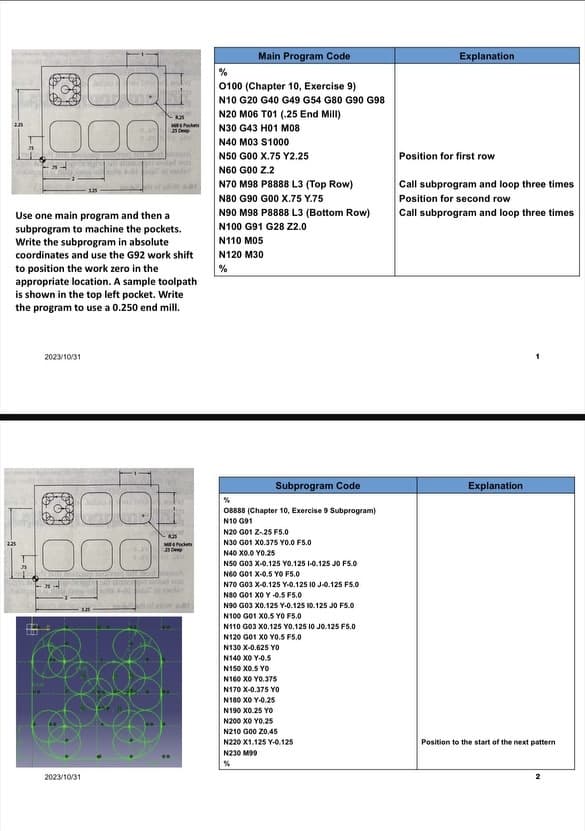
Use one main program and then a subprogram to machine the pockets. Write the subprogram in absolute coordinates and use the G92 work shift to position the work zero in the appropriate location. A sample toolpath is shown in the top left pocket. Write the program to use a 0.250 end mill. 2023/10/31 2023/10/31 Main Program Code 0100 (Chapter 10, Exercise 9) N10 G20 G40 G49 G54 G80 G90 G98 N20 M06 T01 (.25 End Mill) N30 G43 H01 M08 N40 M03 $1000 N50 G00 X.75 Y2.25 N60 G00 2.2 N70 M98 P8888 L3 (Top Row) N80 G90 G00 X.75 Y.75 N90 M98 P8888 L3 (Bottom Row) N100 G91 G28 22.0 N110 M05 N120 M30 % Subprogram Code O8888 (Chapter 10, Exercise 9 Subprogram) N10 G91 N20 G01 Z-25 F5.0 N30 G01 X0.375 YO.0 F5.0 N40 X0.0 YO.25 N50 G03 X-0.125 YO.125 10.125 JO F5.0 N60 G01 X-0.5 YO F5.0 N70 G03 X-0.125 Y-0.125 10 J-0.125 F5.0 N80 G01 X0Y 0.5 F5.0 N90 G03 X0.125 Y-0.125 10.125 JO F5.0 N100 G01 X0.5 YO F5.0 N110 G03 X0.125 YO.125 10 JO.125 F5.0 N120 G01 XO YO.5 F5.0 N130 X-0.625 YO N140 X0Y-0.5 N150 X0.5 YO N160 XD YO.375 N170 X-0.375 YO N180 XOY-0.25 N190 X0.25 YO N200 XO YO.25 N210 000 20.45 N220 X1.125 Y-4.125 N230 M99 % Explanation Position for first row Call subprogram and loop three times Position for second row Call subprogram and loop three times Explanation Position to the start of the next pattern
Use one main program and then a subprogram to machine the pockets. Write the subprogram in absolute coordinates and use the G92 work shift to position the work zero in the appropriate location. A sample toolpath is shown in the top left pocket. Write the program to use a 0.250 end mill. 2023/10/31 2023/10/31 Main Program Code 0100 (Chapter 10, Exercise 9) N10 G20 G40 G49 G54 G80 G90 G98 N20 M06 T01 (.25 End Mill) N30 G43 H01 M08 N40 M03 $1000 N50 G00 X.75 Y2.25 N60 G00 2.2 N70 M98 P8888 L3 (Top Row) N80 G90 G00 X.75 Y.75 N90 M98 P8888 L3 (Bottom Row) N100 G91 G28 22.0 N110 M05 N120 M30 % Subprogram Code O8888 (Chapter 10, Exercise 9 Subprogram) N10 G91 N20 G01 Z-25 F5.0 N30 G01 X0.375 YO.0 F5.0 N40 X0.0 YO.25 N50 G03 X-0.125 YO.125 10.125 JO F5.0 N60 G01 X-0.5 YO F5.0 N70 G03 X-0.125 Y-0.125 10 J-0.125 F5.0 N80 G01 X0Y 0.5 F5.0 N90 G03 X0.125 Y-0.125 10.125 JO F5.0 N100 G01 X0.5 YO F5.0 N110 G03 X0.125 YO.125 10 JO.125 F5.0 N120 G01 XO YO.5 F5.0 N130 X-0.625 YO N140 X0Y-0.5 N150 X0.5 YO N160 XD YO.375 N170 X-0.375 YO N180 XOY-0.25 N190 X0.25 YO N200 XO YO.25 N210 000 20.45 N220 X1.125 Y-4.125 N230 M99 % Explanation Position for first row Call subprogram and loop three times Position for second row Call subprogram and loop three times Explanation Position to the start of the next pattern

Elements Of Electromagnetics
7th Edition
ISBN:9780190698614
Author:Sadiku, Matthew N. O.
Publisher:Sadiku, Matthew N. O.
ChapterMA: Math Assessment
Section: Chapter Questions
Problem 1.1MA

Related questions

Question
Transcribed Image Text:2.25
225
25
25
Use one main program and then a
subprogram to machine the pockets.
Write the subprogram in absolute
coordinates and use the G92 work shift
to position the work zero in the
appropriate location. A sample toolpath
is shown in the top left pocket. Write
the program to use a 0.250 end mill.
2023/10/31
125
Bebe bil mobi
disor pit whi
2023/10/31
8.25
Mock
25 De
the A-01 da
R35
ME4 Pockets
25
cauch
201
Main Program Code
%
0100 (Chapter 10, Exercise 9)
N10 G20 G40 G49 G54 G80 G90 G98
N20 M06 T01 (.25 End Mill)
N30 G43 H01 M08
N40 M03 S1000
N50 G00 X.75 Y2.25
N60 G00 Z.2
N70 M98 P8888 L3 (Top Row)
N80 G90 G00 X.75 Y.75
N90 M98 P8888 L3 (Bottom Row)
N100 G91 G28 Z2.0
N110 M05
N120 M30
%
Subprogram Code
%
08888 (Chapter 10, Exercise 9 Subprogram)
N10 G91
N20 G01 Z-25 F5.0
N30 G01 X0.375 YO.0 F5.0
N40 X0.0 YO.25
N50 G03 X-0.125 Y0.125 1-0.125 JO F5.0
N60 G01 X-0.5 YO F5.0
N70 G03 X-0.125 Y-0.125 10 J-0.125 F5.0
N80 G01 X0Y -0.5 F5.0
N90 G03 X0.125 Y-0.125 10.125 JO F5.0
N100 G01 X0.5 YO F5.0
N110 G03 X0.125 Y0.125 10 J0.125 F5.0
N120 G01 XO YO.5 F5.0
N130 X-0.625 YO
N140 XO Y-0.5
N150 X0.5 YO
N160 XO YO.375
N170 X-0.375 YO
N180 XO Y-0.25
N190 X0.25 YO
N200 XO YO.25
N210 G00 20.45
N220 X1.125 Y-0.125
N230 M99
%
Explanation
Position for first row
Call subprogram and loop three times
Position for second row
Call subprogram and loop three times
Explanation
Position to the start of the next pattern
2
Expert Solution
This question has been solved!
Explore an expertly crafted, step-by-step solution for a thorough understanding of key concepts.

Step by step
Solved in 3 steps with 4 images

Knowledge Booster


Learn more about
Need a deep-dive on the concept behind this application? Look no further. Learn more about this topic, mechanical-engineering and related others by exploring similar questions and additional content below.Recommended textbooks for you
Elements Of Electromagnetics
Mechanical Engineering
ISBN:
9780190698614
Author:
Sadiku, Matthew N. O.
Publisher:
Oxford University Press

Mechanics of Materials (10th Edition)
Mechanical Engineering
ISBN:
9780134319650
Author:
Russell C. Hibbeler
Publisher:
PEARSON

Thermodynamics: An Engineering Approach
Mechanical Engineering
ISBN:
9781259822674
Author:
Yunus A. Cengel Dr., Michael A. Boles
Publisher:
McGraw-Hill Education
Elements Of Electromagnetics
Mechanical Engineering
ISBN:
9780190698614
Author:
Sadiku, Matthew N. O.
Publisher:
Oxford University Press
Mechanics of Materials (10th Edition)
Mechanical Engineering
ISBN:
9780134319650
Author:
Russell C. Hibbeler
Publisher:
PEARSON
Thermodynamics: An Engineering Approach
Mechanical Engineering
ISBN:
9781259822674
Author:
Yunus A. Cengel Dr., Michael A. Boles
Publisher:
McGraw-Hill Education

Control Systems Engineering
Mechanical Engineering
ISBN:
9781118170519
Author:
Norman S. Nise
Publisher:
WILEY

Mechanics of Materials (MindTap Course List)
Mechanical Engineering
ISBN:
9781337093347
Author:
Barry J. Goodno, James M. Gere
Publisher:
Cengage Learning

Engineering Mechanics: Statics
Mechanical Engineering
ISBN:
9781118807330
Author:
James L. Meriam, L. G. Kraige, J. N. Bolton
Publisher:
WILEY