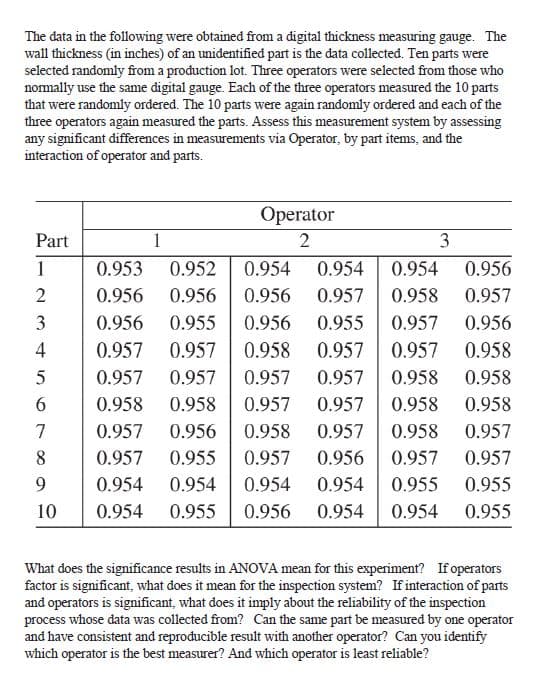
The data in the following were obtained from a digital thickness measuring gauge. The vall thickness (in inches) of an unidentified part is the data collected. Ten parts were elected randomly from a production lot. Three operators were selected from those who nomally use the same digital gauge. Each of the three operators measured the 10 parts hat were randomly ordered. The 10 parts were again randomly ordered and each of the hree operators again measured the parts. Assess this measurement system by assessing any significant differences in measurements via Operator, by part items, and the nteraction of operator and parts. Operator Part 1 3 1 0.953 0.952 0.954 0.954 0.954 0.956 2 0.956 0.956 0.956 0.957 0.958 0.957 3 0.956 0.955 0.956 0.955 0.957 0.956 4 0.957 0.957 0.958 0.957 0.957 0.958 0.957 0.957 0.957 0.957 0.958 0.958 0.958 0.958 0.957 0.957 0.958 0.958 7 0.957 0.956 0.958 0.957 0.958 0.957 8 0.957 0.955 0.957 0.956 0.957 0.957 9 0.954 0.954 0.954 0.954 0.955 0.955 10 0.954 0.955 0.956 0.954 0.954 0.955 What does the significance results in ANOVA mean for this experiment? If operators actor is significant, what does it mean for the inspection system? If interaction of parts and operators is significant, what does it imply about the reliability of the inspection process whose data was collected from? Can the same part be measured by one operator nd have consistent and reproducible result with another operator? Can you identify vhich operator is the best measurer? And which operator is least reliable?
The data in the following were obtained from a digital thickness measuring gauge. The vall thickness (in inches) of an unidentified part is the data collected. Ten parts were elected randomly from a production lot. Three operators were selected from those who nomally use the same digital gauge. Each of the three operators measured the 10 parts hat were randomly ordered. The 10 parts were again randomly ordered and each of the hree operators again measured the parts. Assess this measurement system by assessing any significant differences in measurements via Operator, by part items, and the nteraction of operator and parts. Operator Part 1 3 1 0.953 0.952 0.954 0.954 0.954 0.956 2 0.956 0.956 0.956 0.957 0.958 0.957 3 0.956 0.955 0.956 0.955 0.957 0.956 4 0.957 0.957 0.958 0.957 0.957 0.958 0.957 0.957 0.957 0.957 0.958 0.958 0.958 0.958 0.957 0.957 0.958 0.958 7 0.957 0.956 0.958 0.957 0.958 0.957 8 0.957 0.955 0.957 0.956 0.957 0.957 9 0.954 0.954 0.954 0.954 0.955 0.955 10 0.954 0.955 0.956 0.954 0.954 0.955 What does the significance results in ANOVA mean for this experiment? If operators actor is significant, what does it mean for the inspection system? If interaction of parts and operators is significant, what does it imply about the reliability of the inspection process whose data was collected from? Can the same part be measured by one operator nd have consistent and reproducible result with another operator? Can you identify vhich operator is the best measurer? And which operator is least reliable?
Glencoe Algebra 1, Student Edition, 9780079039897, 0079039898, 2018
18th Edition
ISBN:9780079039897
Author:Carter
Publisher:Carter
Chapter10: Statistics
Section10.5: Comparing Sets Of Data
Problem 14PPS

Related questions
Question
hello! I need help with this problem. Thank you very much!
Transcribed Image Text:The data in the following were obtained from a digital thickness measuring gauge. The
wall thickness (in inches) of an unidentified part is the data collected. Ten parts were
selected randomly from a production lot. Three operators were selected from those who
nomally use the same digital gauge. Each of the three operators measured the 10 parts
that were randomly ordered. The 10 parts were again randomly ordered and each of the
three operators again measured the parts. Assess this measurement system by assessing
any significant differences in measurements via Operator, by part items, and the
interaction of operator and parts.
Operator
Part
1
2
3
1
0.953
0.952
0.954
0.954
0.954
0.956
0.956
0.956
0.956
0.957
0.958
0.957
0.956
0.955
0.956
0.955
0.957
0.956
4
0.957
0.957
0.958
0.957
0.957
0.958
0.957
0.957
0.957
0.957
0.958
0.958
6
0.958
0.958
0.957
0.957
0.958
0.958
7
0.957
0.956
0.958
0.957
0.958
0.957
8
0.957
0.955
0.957
0.956
0.957
0.957
0.954
0.954
0.954
0.954
0.955
0.955
10
0.954
0.955
0.956
0.954
0.954
0.955
What does the significance results in ANOVA mean for this experiment? If operators
factor is significant, what does it mean for the inspection system? If interaction of parts
and operators is significant, what does it imply about the reliability of the inspection
process whose data was collected from? Can the same part be measured by one operator
and have consistent and reproducible result with another operator? Can you identify
which operator is the best measurer? And which operator is least reliable?
Expert Solution
This question has been solved!
Explore an expertly crafted, step-by-step solution for a thorough understanding of key concepts.

Step by step
Solved in 3 steps with 3 images

Recommended textbooks for you
Glencoe Algebra 1, Student Edition, 9780079039897…
Algebra
ISBN:
9780079039897
Author:
Carter
Publisher:
McGraw Hill
Glencoe Algebra 1, Student Edition, 9780079039897…
Algebra
ISBN:
9780079039897
Author:
Carter
Publisher:
McGraw Hill