Sound Tek Inc. manufactures electronic stereo equipment testing, and shipping. In the PC board assembly operation circuit boards. Each operator is responsible for soldering circuit boards. Each board requires 4 minutes of board as final assembly area. This move takes 12 minutes to comp The final assembly for each stereo unit requires 21 minut which is across the street. The move takes 20 minutes. B The test setup requires 30 minutes. The units wait while t requires 10 minutes. The completed batch, after all testin
Sound Tek Inc. manufactures electronic stereo equipment testing, and shipping. In the PC board assembly operation circuit boards. Each operator is responsible for soldering circuit boards. Each board requires 4 minutes of board as final assembly area. This move takes 12 minutes to comp The final assembly for each stereo unit requires 21 minut which is across the street. The move takes 20 minutes. B The test setup requires 30 minutes. The units wait while t requires 10 minutes. The completed batch, after all testin

Managerial Accounting
15th Edition
ISBN:9781337912020
Author:Carl Warren, Ph.d. Cma William B. Tayler
Publisher:Carl Warren, Ph.d. Cma William B. Tayler
Chapter13: Lean Manufacturing And Activity Analysis
Section: Chapter Questions
Problem 2PA

Related questions
Question
Please help asap
Transcribed Image Text:Lead Time
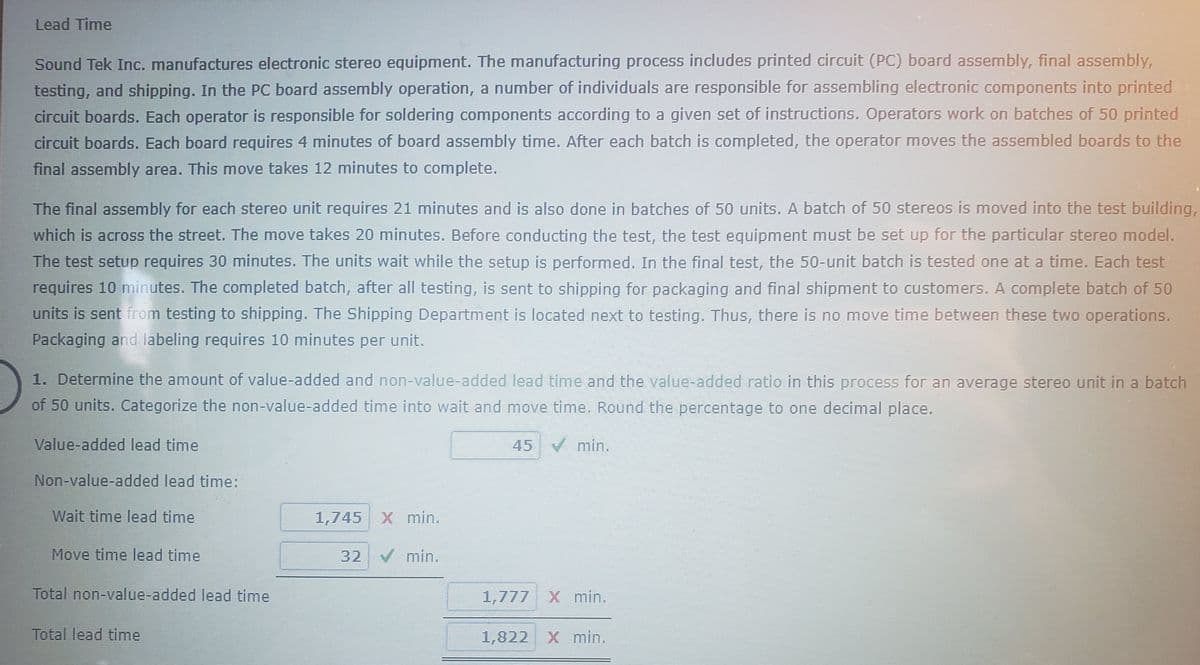
Sound Tek Inc. manufactures electronic stereo equipment. The manufacturing process includes printed circuit (PC) board assembly, final assembly,
testing, and shipping. In the PC board assembly operation, a number of individuals are responsible for assembling electronic components into printed
circuit boards. Each operator is responsible for soldering components according to a given set of instructions. Operators work on batches of 50 printed
circuit boards. Each board requires 4 minutes of board assembly time. After each batch is completed, the operator moves the assembled boards to the
final assembly area. This move takes 12 minutes to complete.
The final assembly for each stereo unit requires 21 minutes and is also done in batches of 50 units. A batch of 50 stereos is moved into the test building,
which is across the street. The move takes 20 minutes. Before conducting the test, the test equipment must be set up for the particular stereo model.
The test setup requires 30 minutes. The units wait while the setup is performed. In the final test, the 50-unit batch is tested one at a time. Each test
requires 10 minutes. The completed batch, after all testing, is sent to shipping for packaging and final shipment to customers. A complete batch of 50
units is sent from testing to shipping. The Shipping Department is located next to testing. Thus, there is no move time between these two operations.
Packaging and labeling requires 10 minutes per unit.
1. Determine the amount of value-added and non-value-added lead time and the value-added ratio in this process for an average stereo unit in a batch
of 50 units. Categorize the non-value-added time into wait and move time. Round the percentage to one decimal place.
Value-added lead time
45 Vmin.
Non-value-added lead time:
Wait time lead time
1,745 X min.
Move time lead time
32 V min.
Total non-value-added lead time
1,777 X min.
Total lead time
1,822 X min.
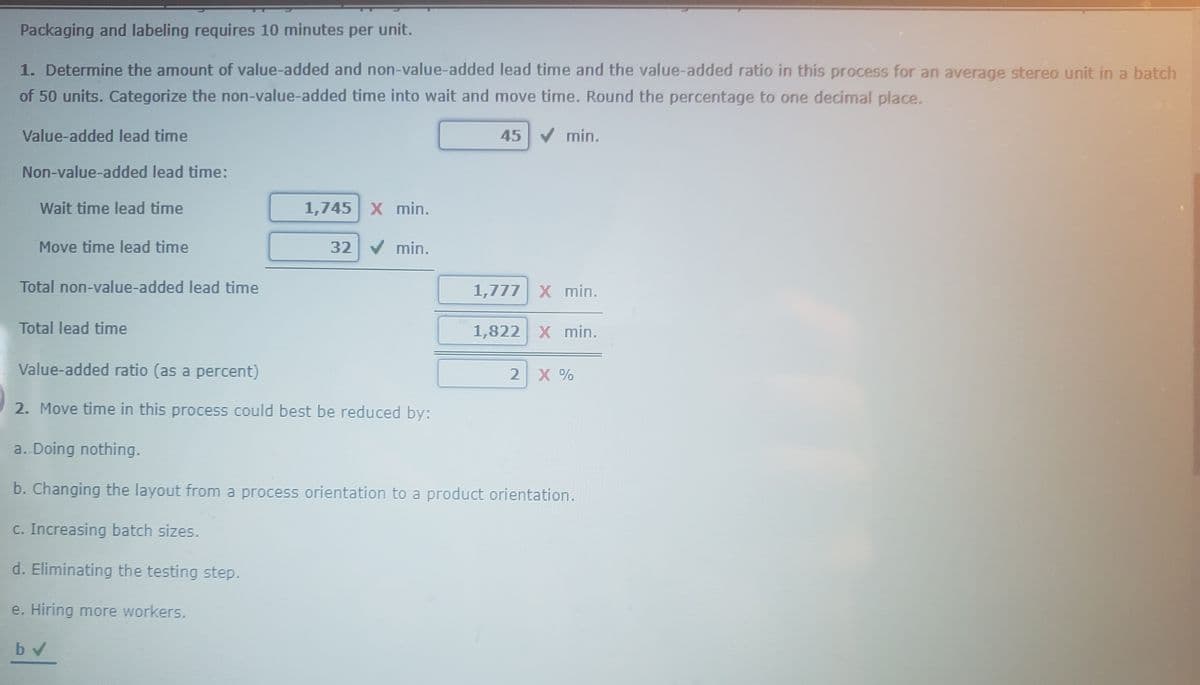
Transcribed Image Text:Packaging and labeling requires 10 minutes per unit.
1. Determine the amount of value-added and non-value-added lead time and the value-added ratio in this process for an average stereo unit in a batch
of 50 units. Categorize the non-value-added time into wait and move time. Round the percentage to one decimal place.
Value-added lead time
45
V min.
Non-value-added lead time:
Wait time lead time
1,745 X min.
Move time lead time
32 min.
Total non-value-added lead time
1,777 X min.
Total lead time
1,822 X min.
Value-added ratio (as a percent)
2 X %
2. Move time in this process could best be reduced by:
a. Doing nothing.
b. Changing the layout from a process orientation to a product orientation.
C. Increasing batch sizes.
d. Eliminating the testing step.
e. Hiring more workers.
Expert Solution
This question has been solved!
Explore an expertly crafted, step-by-step solution for a thorough understanding of key concepts.

This is a popular solution!

Trending now
This is a popular solution!

Step by step
Solved in 2 steps

Knowledge Booster


Learn more about
Need a deep-dive on the concept behind this application? Look no further. Learn more about this topic, accounting and related others by exploring similar questions and additional content below.Recommended textbooks for you
Managerial Accounting
Accounting
ISBN:
9781337912020
Author:
Carl Warren, Ph.d. Cma William B. Tayler
Publisher:
South-Western College Pub

Cornerstones of Cost Management (Cornerstones Ser…
Accounting
ISBN:
9781305970663
Author:
Don R. Hansen, Maryanne M. Mowen
Publisher:
Cengage Learning

Principles of Accounting Volume 2
Accounting
ISBN:
9781947172609
Author:
OpenStax
Publisher:
OpenStax College
Managerial Accounting
Accounting
ISBN:
9781337912020
Author:
Carl Warren, Ph.d. Cma William B. Tayler
Publisher:
South-Western College Pub
Cornerstones of Cost Management (Cornerstones Ser…
Accounting
ISBN:
9781305970663
Author:
Don R. Hansen, Maryanne M. Mowen
Publisher:
Cengage Learning
Principles of Accounting Volume 2
Accounting
ISBN:
9781947172609
Author:
OpenStax
Publisher:
OpenStax College

Financial And Managerial Accounting
Accounting
ISBN:
9781337902663
Author:
WARREN, Carl S.
Publisher:
Cengage Learning,
Essentials of Business Analytics (MindTap Course …
Statistics
ISBN:
9781305627734
Author:
Jeffrey D. Camm, James J. Cochran, Michael J. Fry, Jeffrey W. Ohlmann, David R. Anderson
Publisher:
Cengage Learning

Managerial Accounting: The Cornerstone of Busines…
Accounting
ISBN:
9781337115773
Author:
Maryanne M. Mowen, Don R. Hansen, Dan L. Heitger
Publisher:
Cengage Learning