) The continuous stopwatch timing method was used to obtain the observed times for a worker-machine task. Only one cycle was timed. The data are recorded in the table below. The times are listed indicate the stopwatch reading at the end of the element. Elements a, b, and d are worker-controlled elements. Element c is machine controlled. Elements a and d are external to the machine-controlled element, while element b is internal. Every four cycles, there is an irregular worker element that takes 1.32 min rated at 100% performance. For determining the standard time, the PFD allowance is 15% and the machine allowance is 30%. Determine a. The normal time b. Standard time for the cycle c. If worker efficiency is 100%, how many units will be produced in one 8-hour shift? d. If the actual time worked during the shift is 6.86 hours, and the worker performance is 125%, how many units will be produced? Description of Time Worker Time Performance Machine Description of Worker Element (min) Rating (%) Element Machine Element (min) Element Acquire workpart from tray, cut to size, and load into machine 1.24 100 (idle) Automatic cycle controlled by machine settings entered in Enter machine 4.54 setting for the next cycle b 4,24 120 previous cycle Unload machine d (idle) and place part on conveyor 5,09 80
) The continuous stopwatch timing method was used to obtain the observed times for a worker-machine task. Only one cycle was timed. The data are recorded in the table below. The times are listed indicate the stopwatch reading at the end of the element. Elements a, b, and d are worker-controlled elements. Element c is machine controlled. Elements a and d are external to the machine-controlled element, while element b is internal. Every four cycles, there is an irregular worker element that takes 1.32 min rated at 100% performance. For determining the standard time, the PFD allowance is 15% and the machine allowance is 30%. Determine a. The normal time b. Standard time for the cycle c. If worker efficiency is 100%, how many units will be produced in one 8-hour shift? d. If the actual time worked during the shift is 6.86 hours, and the worker performance is 125%, how many units will be produced? Description of Time Worker Time Performance Machine Description of Worker Element (min) Rating (%) Element Machine Element (min) Element Acquire workpart from tray, cut to size, and load into machine 1.24 100 (idle) Automatic cycle controlled by machine settings entered in Enter machine 4.54 setting for the next cycle b 4,24 120 previous cycle Unload machine d (idle) and place part on conveyor 5,09 80

Precision Machining Technology (MindTap Course List)
2nd Edition
ISBN:9781285444543
Author:Peter J. Hoffman, Eric S. Hopewell, Brian Janes
Publisher:Peter J. Hoffman, Eric S. Hopewell, Brian Janes
Chapter8: Computer Numerical Control
Section8.6: Cnc Milling: Programming
Problem 8RQ: Briefly describe the use of I and J for the arc center method of circular interpolation.

Related questions
Question
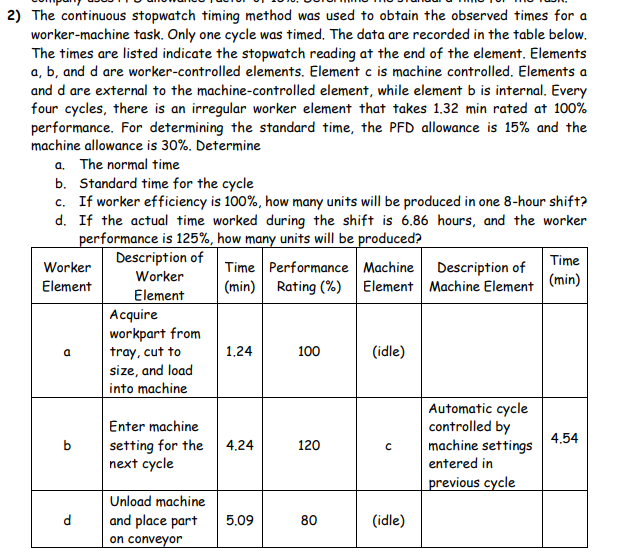
Transcribed Image Text:2) The continuous stopwatch timing method was used to obtain the observed times for a
worker-machine task. Only one cycle was timed. The data are recorded in the table below.
The times are listed indicate the stopwatch reading at the end of the element. Elements
a, b, and d are worker-controlled elements. Element c is machine controlled. Elements a
and d are external to the machine-controlled element, while element b is internal. Every
four cycles, there is an irregular worker element that takes 1.32 min rated at 100%
performance. For determining the standard time, the PFD allowance is 15% and the
machine allowance is 30%. Determine
a. The normal time
b. Standard time for the cycle
c. If worker efficiency is 100%, how many units will be produced in one 8-hour shift?
d. If the actual time worked during the shift is 6.86 hours, and the worker
performance is 125%, how many units will be produced?
Description of
Worker
Time
Description of
(min) Rating (%) Element Machine Element
Worker
Time Performance Machine
Element
(min)
Element
Acquire
workpart from
tray, cut to
size, and load
into machine
1.24
100
(idle)
a
Automatic cycle
controlled by
machine settings
entered in
Enter machine
4.54
setting for the
next cycle
b
4.24
120
previous cycle
Unload machine
and place part
on conveyor
d
5.09
80
(idle)
Expert Solution
This question has been solved!
Explore an expertly crafted, step-by-step solution for a thorough understanding of key concepts.

Step by step
Solved in 2 steps with 2 images

Knowledge Booster


Learn more about
Need a deep-dive on the concept behind this application? Look no further. Learn more about this topic, mechanical-engineering and related others by exploring similar questions and additional content below.Recommended textbooks for you
Precision Machining Technology (MindTap Course Li…
Mechanical Engineering
ISBN:
9781285444543
Author:
Peter J. Hoffman, Eric S. Hopewell, Brian Janes
Publisher:
Cengage Learning

Refrigeration and Air Conditioning Technology (Mi…
Mechanical Engineering
ISBN:
9781305578296
Author:
John Tomczyk, Eugene Silberstein, Bill Whitman, Bill Johnson
Publisher:
Cengage Learning
Precision Machining Technology (MindTap Course Li…
Mechanical Engineering
ISBN:
9781285444543
Author:
Peter J. Hoffman, Eric S. Hopewell, Brian Janes
Publisher:
Cengage Learning
Refrigeration and Air Conditioning Technology (Mi…
Mechanical Engineering
ISBN:
9781305578296
Author:
John Tomczyk, Eugene Silberstein, Bill Whitman, Bill Johnson
Publisher:
Cengage Learning