
Concept explainers
Videos
Question
☆New England Foundry
For more than 75 years, New England Foundry, Inc. (NEFI), has manufactured wood stoves for home use. In recent years, with increasing energy prices, president George Mathison has seen sales triple. This dramatic increase has made it difficult for George to maintain quality in all his wood stoves and related products.
Unlike other companies manufacturing wood stoves, NEFI is in the business of making only stoves and stove-related products. Its major products are the Warmglo I, the Warmglo II, the Warmglo III, and the Warmglo IV. The Warmglo I is the smallest wood stove, with a heat output of 30,000 BTUs, and the Warmglo IV is the largest, with a heat output of 60,000 BTUs.
The Warmglo III outsold all other models by a wide margin. Its heat output and available accessories were ideal for the typical home. The Warmglo III also had a number of other outstanding features that made it one of the most attractive and heat-efficient stoves on the market. These features, along with the accessories, resulted in expanding sales and prompted George to build a new factory to manufacture the Warmglo III model. An overview diagram of the factory is shown in Figure D.6.
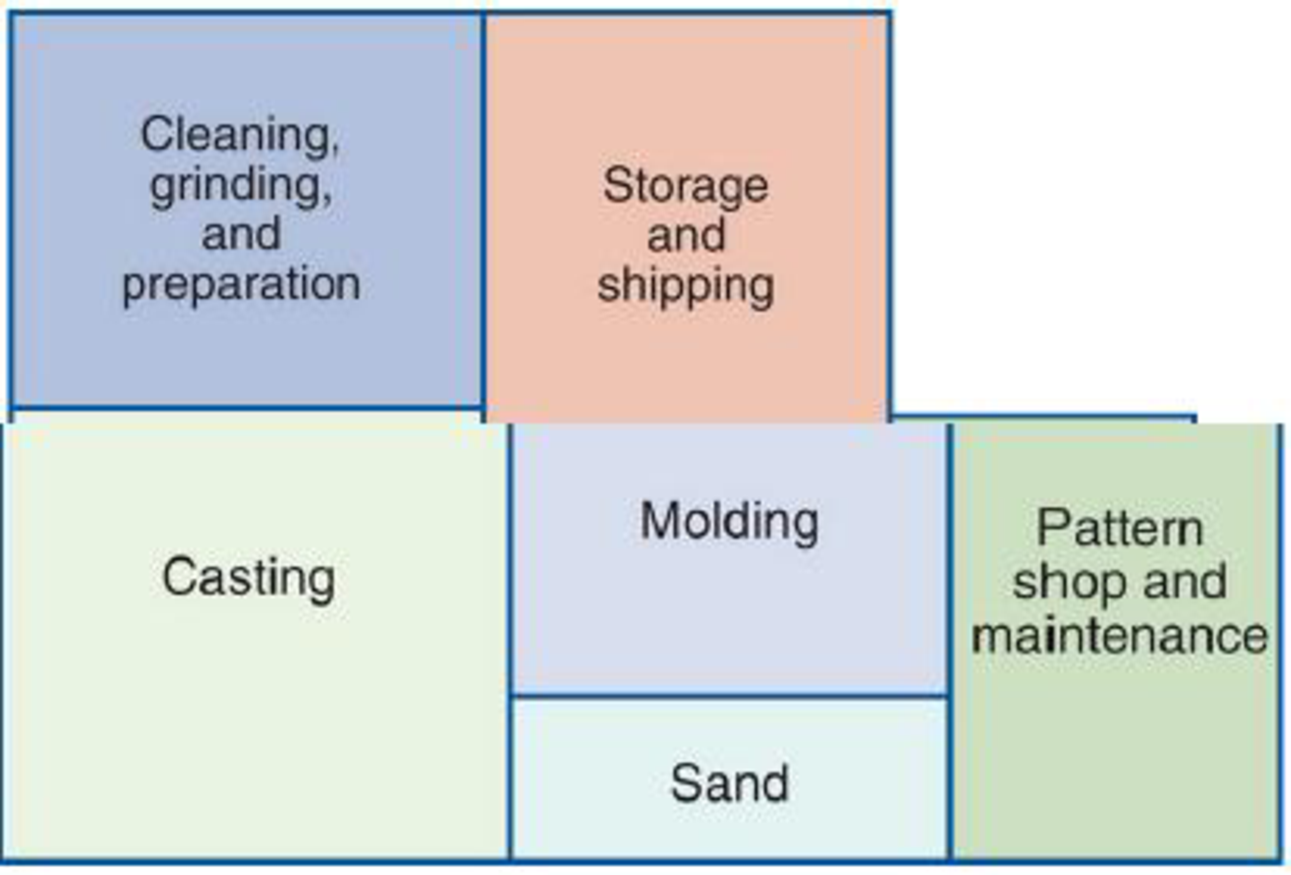
Figure D.6 Overview of Factory
The new foundry used the latest equipment, including a new Disamatic that helped in manufacturing stove parts. Regardless of new equipment or procedures, casting operations have remained basically unchanged for hundreds of years. To begin with, a wooden pattern is made for every cast-iron piece in the stove. The wooden pattern is an exact duplicate of the cast-iron piece that is to be manufactured. All NEFI patterns are made by Precision Patterns, Inc. and are stored in the pattern shop and maintenance room. Next, a specially formulated sand is molded around the wooden pattern. There can be two or more sand molds for each pattern. The sand is mixed and the molds are made in the molding room. When the wooden pattern is removed, the resulting sand molds form a negative image of the desired casting.
Next, molds are transported to the casting room, where molten iron is poured into them and allowed to cool. When the iron has solidified, molds are moved into the cleaning, grinding, and preparation room, where they are dumped into large vibrators that shake most of the sand from the casting. The rough castings are then subjected to both sandblasting to remove the rest of the sand and grinding to finish some of their surfaces. Castings are then painted with a special heat-resistant paint, assembled into workable stoves, and inspected for manufacturing defects that may have gone undetected. Finally, finished stoves are moved to storage and shipping, where they are packaged and transported to the appropriate locations.
At present, the pattern shop and the maintenance department are located in the same room. One large counter is used by both maintenance personnel, who store tools and parts (which are mainly used by the casting department), and sand molders, who need various patterns for the molding operation. Pete Nawler and Bob Dillman, who work behind the counter, can service a total of 10 people per hour (about 5 per hour each). On average, 4 people from casting and 3 from molding arrive at the counter each hour. People from molding and casting departments arrive randomly, and to be served, 1hey form a single line.
Pete and Bob have always had a policy of first come, first served. Because of the location of the pattern shop and maintenance department, it takes an average of 3 minutes for an individual from the casting department to walk to the pattern and maintenance room, and it takes about 1 minute for an individual to walk from the molding department to the pattern and maintenance room.
After observing the operation of the pattern shop and maintenance room for several weeks, George decided to make some changes to the factory layout. An overview of these changes appears in Figure D.7.
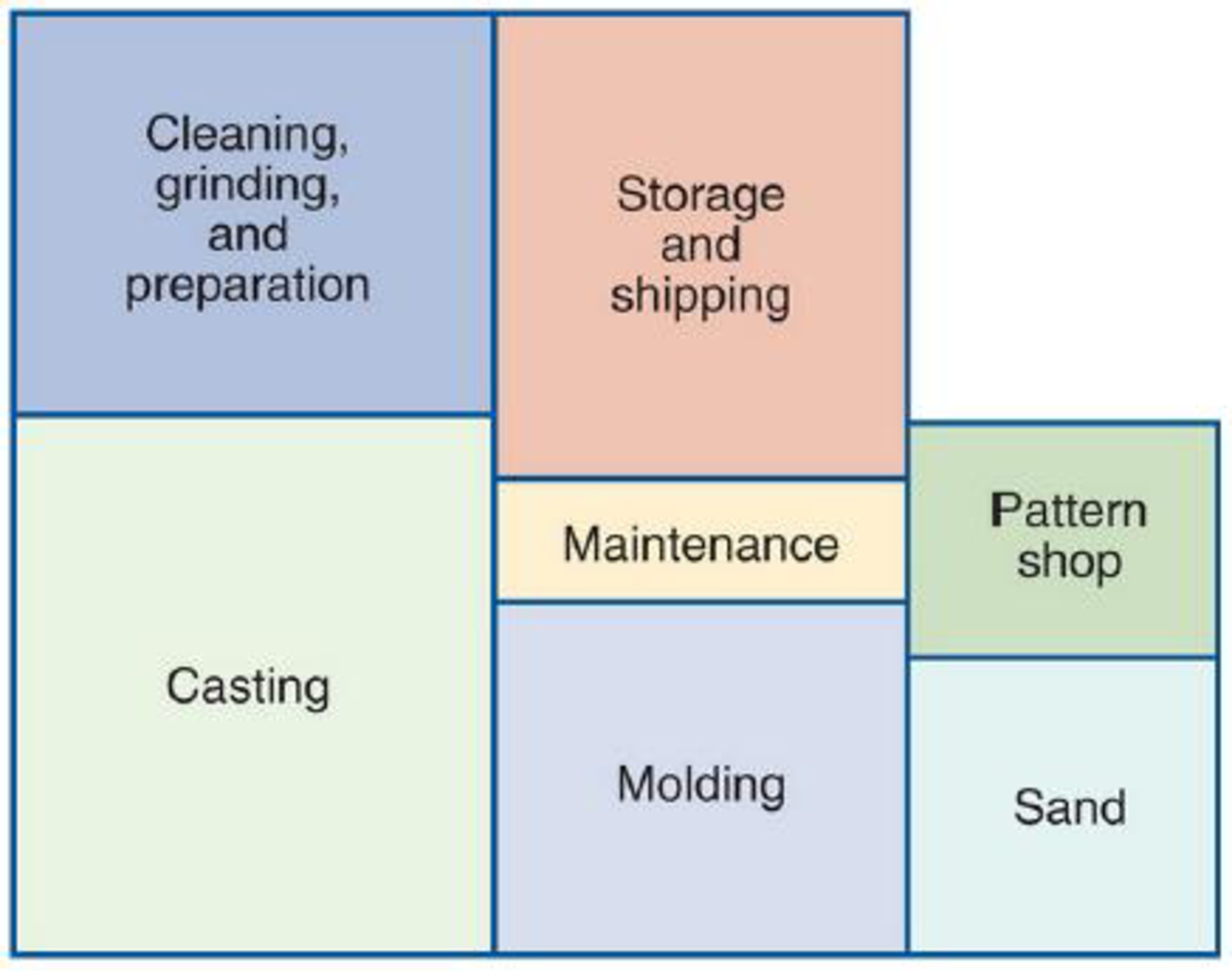
Figure D.7 Overview of Factory after Changes
Separating the maintenance shop from the pattern shop would have a number of advantages. It would take people from the casting department only 1 minute instead of 3 to get to the new maintenance room. The time from molding to the pattern shop would be unchanged. Using motion and time studies, George was also able to determine that improving the layout of the maintenance room would allow Bob to serve 6 people from the casting department per hour; improving the layout of the pattern department would allow Pete to serve 7 people from the molding shop per hour.
1. How much time would the new layout save?
Want to see the full answer?
Check out a sample textbook solution
Chapter D Solutions
OPERATIONS MGMT(LOOSELEAF)W/MYOMLAB>IC


- help me question 1 iii), vi), v), iv)arrow_forwardQuestions c and d onlyarrow_forwardQuestion A firm that assembles refrigerators and stoves is about to start production of new models of each. Each model will require assembly time, inspection time, and storage space. The amounts of each of these resources that can be devoted to the production of the items is limited. The manager of the firm would like to determine the quantity of each item to produce in order to maximize the profit generated by sales. He has the following data at his disposal: Refridgerators Stoves Profit per unit $60 $50 Assembly time per unit 4 hours 10 hours Inspection time per unit 2 hours 1 hour Storage space per unit 3 cubic feet 3 cubic feet Other information Resource Amount of time available Assembly time 100 hours Inspection time 22 hours Storage space 39 cubic feet Questions - •Identify the feasible solution space. •At which point will profit be maximized?arrow_forward
- Operating Systems Question 15 What is the main disadvantage of busy waits?arrow_forwardQuestion 2 A particular road is used by N drivers each day. Each driver obtains a benefit v from the journey and incurs a cost c(N ) that increases with the number of drivers on the road due to congestion. Suppose that the cost incurred is given by c(N) = a+bN, for some positive numbers a, b. If the agent decides not to use the road, they receive 0. You may assume throughout that the number of drivers N can be any real number (rather than an integer). Each driver uses the road at most once. the number of drivers that join the road is Ne = (v−a)/b (iv) Suppose that the government charges a toll t (a congestion charge) for each journey. Find the optimum toll. Interpret your answer in terms of the externality that each driver imposes on others.arrow_forwardQuestion in the attached imagearrow_forward
- Question 4 CWD Business systems maintains a successful Telecom sales department for Top up call credit in which a clerk takes orders by telephone. If the clerk is occupied on one line, incoming phone calls to the department are answered automatically by an answering machine and asked to wait. As soon as the clerk is free, the party that has waited the longest is transferred and answered first. Calls come in at a rate of about 15 per hour. The clerk is capable of taking an order in an average of 3 minutes. Calls tend to follow a Poisson distribution, and service times tend to be exponential. The clerk is paid $15 per hour, but because of lost goodwill and sales, CWD loses about $30 per hour of customer time spent waiting for the clerk to take an order. Part A a. What is the probability that no customers are in the system (Po)? b. What is the average number of customers waiting for service ( Lq)? c. What is the average number of customers in the system (L)?d. What is the average time a…arrow_forwardquestion i,ii,iii,ivarrow_forward18. Question 18 options: ………………. is a tool used by companies for the purpose of expanding their operations often aiming at an increase of their long term profitability.arrow_forward
 Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage,
Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage, Operations ManagementOperations ManagementISBN:9781259667473Author:William J StevensonPublisher:McGraw-Hill Education
Operations ManagementOperations ManagementISBN:9781259667473Author:William J StevensonPublisher:McGraw-Hill Education Operations and Supply Chain Management (Mcgraw-hi...Operations ManagementISBN:9781259666100Author:F. Robert Jacobs, Richard B ChasePublisher:McGraw-Hill Education
Operations and Supply Chain Management (Mcgraw-hi...Operations ManagementISBN:9781259666100Author:F. Robert Jacobs, Richard B ChasePublisher:McGraw-Hill Education
 Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning
Purchasing and Supply Chain ManagementOperations ManagementISBN:9781285869681Author:Robert M. Monczka, Robert B. Handfield, Larry C. Giunipero, James L. PattersonPublisher:Cengage Learning Production and Operations Analysis, Seventh Editi...Operations ManagementISBN:9781478623069Author:Steven Nahmias, Tava Lennon OlsenPublisher:Waveland Press, Inc.
Production and Operations Analysis, Seventh Editi...Operations ManagementISBN:9781478623069Author:Steven Nahmias, Tava Lennon OlsenPublisher:Waveland Press, Inc.