Concept explainers
(a)
The characteristic size of the product.
Answer to Problem 4.11P
The characteristic size of the product is
Explanation of Solution
Calculation:
Draw the table to calculate the corresponding
| Sieve Size (inches) |
Percent by weightFiner than Feed |
Linearised |
|
The slope calculated by the slope function in the excel sheet is,
The intercept calculated by the intercept function in the excel sheet is,
Write the expression to calculate the characteristic size.
Here, the characteristic size is
Substitute
Calculate the characteristic size for product.
| Sieve Size (inches) |
Percent by weightFiner than Product |
Linearised |
|
The slope calculated by the slope function in the excel sheet is,
The intercept calculated by intercept function in the excel sheet is,
Calculate the characteristic size for the product.
Substitute
Conclusion:
Thus, the characteristic size of the feed is
The characteristic size of the product is
(b)
If both the distributions fit the Rosin-Rammler particle size distribution function.
Answer to Problem 4.11P
Only the product distribution fits the Rosin-Rammler distribution function.
Explanation of Solution
Only the distribution for the product fits the Rosin-Rammler distribution function as in the feed distribution the characteristic size is of very high order of
Thus, only the product distribution fits the Rosin-Rammler distribution function.
(c)
The diagram for the particle size distribution curve for the given cases.
Answer to Problem 4.11P
- The feed becomes wetter (higher moisture content).
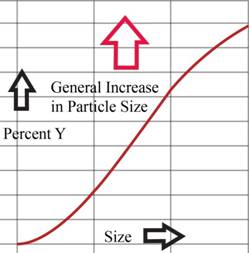
The particle size distribution curve is shown below.
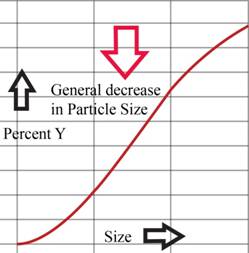
The particle size distribution curve is shown below.
Explanation of Solution
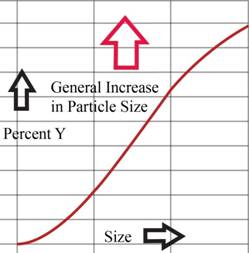
Figure (1)
When the moisture content is increase the product size also increases considerably.
Figure (2)
When the shredder speed is increased the product size decreases considerably.
(d)
The effective power requirement.
Answer to Problem 4.11P
The effective power requirement is
Explanation of Solution
Calculation:
Write the expression to calculate the effective power requirement.
Here, the bond work index is
Substitute
Conclusion:
Thus, the effective power requirement is
Want to see more full solutions like this?


- Two materials, A and B, are to be separated using two unit operations, 1 and 2. The feed has 10 tons/h A and 4 tons/h B. The split (fraction of material rejected by each operation) is given in Table P5-14. a. Which sequence of operations, (l?2) or (2?1), will yield the greatest recovery of material A? b. What will be the purity of material A using that sequence? c. What will be the efficiency of separation for the entire process train with regard to material A using the Worrell-Stesed equation?arrow_forwardSuppose you had 10 kg (10000 g) sample of an aggregate at air dry conditions (Moisture Content = 0.07%). How much water (in grams) would be needed to bring the sample to SSD conditions? Show work.arrow_forwardA sieve analysis test was performed on a sample of fine aggregate and produced the following results:Sieve, mm 4.75 2.36 2.00 1.18 0.60 0.30 0.15 0.075 panAmount retained, g 0 33.2 56.9 83.1 151.4 40.4 72.0 58.3 15.6Calculate the percent passing each sieve, and draw a 0.45 power gradation chart with the use of a spreadsheet program. The specific steps or functions selected in the following description can vary somewhat depending on the version of the spreadsheet program being used.arrow_forward
- Coarse aggregate is placed in a rigid bucket and rodded with a tamping rod to determine its unit weight. The following data are obtained: Volume of bucket = 9.3 Liters Mass of empty bucket = 9 kg Mass of bucket filled with dry-rodded coarse aggregate: Trial 1 = 30.25 kg Trial 2 = 29.76 kg Trial 3 = 31.12 kga. Calculate the individual dry-rodded unit weight for each trial and the average dry-rodded unit weight of all trials.b. If the bulk dry specific gravity of the aggregate is 2.65, calculate the percent voids between aggregates particles for each trial and the average percent voids of all trials.arrow_forwardRead the question carefully and Give me right solution. The fractional collection efficiencies with weight distribution in the given particle size range. ranges are given below for collector, in percent: device A, 10-20 micron-40 percent, 20-30 micron - 64 percent, 30-40 micron - 72 percent, 40-50 micron- 80 percent, and 50-80 micron - 92percent. Determine the overall collection efficiency based on mass for device A.arrow_forwardY= 82 kg show complete solutions and FBDarrow_forward
- 1. Present two separate summaries for making and curing cylinder and beam sample in accordance with ASTM C31.arrow_forwardChoose the correct answer Which of the following can be used to determine the transport velocity of landfill leachate in subsurface? A.Darcy’s law; B. Henry’s law; C. Mass balance; D. Langmuir model Which of the following descriptions is NOT correct at 1 atm and 0oC? 200 g CO2, 200 g CH4, and 200 g N2O gases have the same volumes; 200 moles CO2, 200 moles CH4, and 200 moles N2O gases have the same volumes; 1 mole CO2 gas has a volume of 22.4 L; CO2 has a lower global warming potential than CH4arrow_forwardBriefly discuss how these factors affect the results of analysis by sieving method. Sieve loading Duration of agitation Intensity of agitationarrow_forward
- A member 1.5 m long has a cross section 75 mm by75 mm. The member becomes 0.7 mm longer and0.01 mm narrower after loading. Determine Poisson’sratio for the material.arrow_forwardDraw a graph to show the cumulative percent passing through the sieve versus sieve size for well-graded, gap-graded, open-graded, and one-sized aggregates.What is the format name of this graph?arrow_forwardCan you solve number one The question is not part of a graded assgiment. The quesiton is part of a pratcie test that will not be graded.arrow_forward
 Solid Waste EngineeringCivil EngineeringISBN:9781305635203Author:Worrell, William A.Publisher:Cengage Learning,
Solid Waste EngineeringCivil EngineeringISBN:9781305635203Author:Worrell, William A.Publisher:Cengage Learning,