Concept explainers
Videos
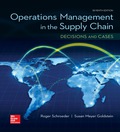
A furniture factory makes two types of wooden tables, large and small. See the flowchart below.
| Setup Time, Minutes | Run Time per Piece, Minutes | Capacity, Pieces per Hour | |
| Wood cutting | 30 | 5 | 15 |
| Male four legs | 60 | 10 | 10 |
| Male tops | 60 | 12 | 8 |
| Finish the wood | 20 | 8 | 12 |
| Assemble and ship | 20 | 17 | 14 |
Small tables are made in batches of 100, and large tables are made in batches of 50. A batch includes a fixed setup time for the entire batch at each process step and a run time for each piece in the batch. Both large and small tables have the same processing times. The capacities of each process step are given, and apply to production of either type of table, as shown in the flowchart.
- a. What is the capacity of the system, and what is the bottleneck?
- b. What are the throughput times for batches of large and small tables?
- c. When producing at a rate of six small tables per hour on average, how many tables will be in the system?
a)
To determine: The capacity of the process.
Introduction:
Flow rate is the number of flow units through a business procedure per unit time. Flow rate refers to the number of customers who will be served per hour or the parts produced per minute.
Explanation of Solution
Given information:
A furniture factory makes large and small wooden tables. The given information is tabulated below:
| Setup time (Minutes) | Run time per piece (Minutes) | Capacity (Pieces per hour) | |
| Wood cutting | 30 | 5 | 15 |
| Make four legs | 60 | 10 | 10 |
| Make tops | 60 | 12 | 8 |
| Finish the wood | 20 | 8 | 12 |
| Assemble and ship | 20 | 17 | 14 |
Small wooden tables are finished in batches of 100 and large wooden tables are finished in the batches of 50. A batch includes fixed setup time and run time. Both small tables and large tables have the same processing time.
Determine the capacity:
As both large wooden table and small wooden table have same capacities, the capacity of the system is minimum of the capacity of the resources. The minimum capacity resource is 8 tables per hour and the process is making tops.
| Setup time (Minutes) | Run time per piece (Minutes) | Capacity (Pieces per hour) | |
| Wood cutting | 30 | 5 | 15 |
| Make four legs | 60 | 10 | 10 |
| Make tops | 60 | 12 | 8 |
| Finish the wood | 20 | 8 | 12 |
| Assemble and ship | 20 | 17 | 14 |
b)
To determine: The average throughput time.
Introduction:
Flow rate is the number of flow units through a business procedure per unit time. Flow rate refers to the number of customers who will be served per hour or the parts produced per minute.
Explanation of Solution
Given information:
A furniture factory makes large and small wooden tables. The given information is tabulated below:
| Setup time (Minutes) | Run time per piece (Minutes) | Capacity (Pieces per hour) | |
| Wood cutting | 30 | 5 | 15 |
| Make four legs | 60 | 10 | 10 |
| Make tops | 60 | 12 | 8 |
| Finish the wood | 20 | 8 | 12 |
| Assemble and ship | 20 | 17 | 14 |
Small wooden tables are finished in the batches of 100 and large wooden tables are finished in the batches of 50. A batch includes fixed setup time and run time. Both small tables and large tables have the same processing time.
Determine the average throughput time:
| Small tables | Large tables | |
| Batch size | 100 | 50 |
| Wood cutting | 530 | 280 |
| Make four legs | 1,060 | 560 |
| Make tops | 1,260 | 660 |
| Finish the wood | 820 | 420 |
| Assemble and ship | 1,720 | 870 |
| Total time | 4,330 | 2,230 |
Hence, the average throughput time for small tables is 4,330 minutes and the average throughput time for large tables is 2,230 minutes.
Working note:
Wood cutting for small tables:
It is calculated by adding the setup time to the multiplied value of run time and batch size.
Wood cutting for large tables:
It is calculated by adding the setup time to the multiplied value of run time and batch size.
Note: The calculation is carried out for all the processes.
Compute the throughput time for small tables:
While adding the time taken, the maximum amount should be chosen from the process of making four legs and tops, as they can be done in parallel.
Compute the throughput time for large tables:
While adding the time taken, the maximum amount should be chosen from the process of making four legs and tops, as they can be done in parallel.
c)
To determine: The number of tables in the system.
Introduction:
Flow rate is the number of flow units through a business procedure per unit time. Flow rate refers to the number of customers who will be served per hour or the parts produced per minute.
Explanation of Solution
Given information:
A furniture factory makes large and small wooden tables. The given information is tabulated below:
| Setup time (Minutes) | Run time per piece (Minutes) | Capacity (Pieces per hour) | |
| Wood cutting | 30 | 5 | 15 |
| Make four legs | 60 | 10 | 10 |
| Make tops | 60 | 12 | 8 |
| Finish the wood | 20 | 8 | 12 |
| Assemble and ship | 20 | 17 | 14 |
Small wooden tables are finished in the batches of 100 and large wooden tables are finished in the batches of 50. A batch includes fixed setup time and run time. Both small tables and large tables have the same processing time. The factory is producing at the rate of six small tables per hour.
Formula to determine the average number of tables in the system:
Here
I refers to the number of orders in the systems.
T refers to the average throughout time.
R refers to the average flow rate in the process.
Determine the average number of tables in the system:
It calculated by multiplying the average throughput time with the average flow rate in the process.
Hence, the average number of tables in the system is 433 tables.
Want to see more full solutions like this?
Chapter 6 Solutions
OPERATIONS MANAGEMENT IN THE SUPPLY CHAIN: DECISIONS & CASES (Mcgraw-hill Series Operations and Decision Sciences)


- Metal frames for kick scooters are manufactured in two stages: Stamping and assembly. Each frame is made up of two pieces: one part A and one part B. Currently, the stamping machine rotates its production between 120 part A’s and 120 part B’s. In the stamping machine, setup times and production rates for each part are follows: Part A Part B Setup time (mins) 70 110 Production rate (parts per hour) 80 80 Completed parts move to assembly stage only when the entire batch is produced. At assembly, parts are assembled manually to form the finished products. The two parts and a number of small purchased components are required for each unit of final product. Each product requires 30 minutes of labor time to assemble. There are 15 workers in assembly. There is sufficient demand to sell every scooter the system can make. At the current batch size, what is the capacity of stage 1 (stamping) in [units per hour]? At the current batch size, which stage is the…arrow_forwardConsider the following batch flow process consisting of three process steps performed by three machines. What is the capacity of the process given the following information? Batch size = 50 parts Step 1 - Processing Time = 1 minute/part; Setup time = 20 minutes Step 2 - Processing Time = 2 minute/part; Setup time = no setup Step 3 - Processing Time = 1.5 minute/part; Setup time = no setup Your answer provided to me was 1.881 parts per minute (which also equals 112.8 parts per hour). I understand how you arrived at such answer. However, per my professor's answer key, states an answer of 30 units per hours (which could be wrong and I want to confirm), but my question is - is there any way the answer could be 30 units per hour? Thank you!arrow_forwardA garment manufacturing has already finishedgarments to iron/press in order to prepare for selling them in the market. There aretwo kinds of garments, namely: poloshirt and t-shirts. Poloshirt is to be sold atP200 per piece while t-shirt at P50 each. Ironing/pressing one piece of polotshirttakes 30 minutes while t-shirt takes 12 minutes. The owner of the garment factoryhas a total of 7 finishing workers, who each works 8 hours per day. Four (4) ofwhich are assigned as pressers and three (3) as packagers. For one day, theowner would like to maximize his profit.Using linear programming, determine how many pieces of poloshirts and howmany pieces of t-shirts should be sold in the market in day in order to maximizethe profit. In line with your answer on the number of pieces of poloshirts andnumber of pieces of t-shirts to be sold in the market, compute for the profit.Select the best answer from the choices enumerated below.You may use linear equations and/or inequalities to arrive at the…arrow_forward
- Tailwind, Inc., produces high-quality but expensive training shoes for runners. The Tailwindshoe, which sells for $210, contains both gas- and liquid-filled compartments to provide morestability and better protection against knee, foot, and back injuries. Manufacturing the shoesrequires 10 separate tasks. There are 400 minutes available for manufacturing the shoes inthe plant each day. Daily demand is 60. The information for the tasks is as follows: Task Performance Time (In minutes) Task Must Follow This task A 1 ___ B 3 A C 2 B D 4 B E 1 C.D F 3 A G 2 F H 5 G I 1 E,H J 3/25 I 1. What is the theoretical minimum number of work stations required to satisfy this output rate? 2. Allocate the tasks to work stations taking into consideration the precedence requirements and usingthe LOT rule to break ties between feasible tasks.arrow_forwardMack’s guitar fabrication shop produces low cost, highly durable guitars for beginners. Typically, out of the 100 guitars that begin production each month, only 80 percent are considered good enough to sell. The other 20 percent are scrapped due to quality problems that are identified after they have completed the production process. Each guitar sells for $300. Because some of the production process is automated, each guitar only requires 10 labor hours. Labor is paid at $10/hour, materials cost is $40/guitar, and overhead is $2,000. a) Calculate the labor and multifactor productivities. b) After some study, the operations manager recommends 3 options to improve the company’s multifactor productivity: (1) increase the sales price by 10 percent, (2) improve quality so that only 10 percent are defective, or (3) reduce labor, material, and overhead costs by 10 percent. Which option has the greatest impact on the multifactor productivity measure?arrow_forwardbama pie company's assembly line operations (the assembly line operates for six hundred minutes per day) comprise of eleven tasks, with the longest task time being 2.4 minutes and the shortest task time being 0.4 minutes; the sum of the task times is eighteen minutes. the firm is working on balancing its assembly line operations. the firm needs to produce 200 pies per day; to achieve this, the firm calculates the required cycle time as ---- minutes?arrow_forward
- XYZ company provides labor and space for the manufacturing and assembly operations and stocking various inventory items for production such as wire, cables, some electronic components, etc. XYZ company orders a variety of components and raw materials by contract. The company recently hired 100 part-time employees working four to six-hour shifts. Skilled employees must do several raw material conversions for packaging—there are currently three (3) such employees. The plant layout is a typical process layout - machines of similar types are located together. Each machine and employee must be scheduled over the day and the standard time period for planning is one (1) hour. Material handling is mainly done manually, although the company would like to consider conveyors or other automation to aid in automating their processes. XYZ company forecasts planned production for two (2) years on a rolling quarterly basis. Often, the customer changes the forecast, and these changes can occur as…arrow_forwardA.J.’s Wildlife Emporium manufactures two unique birdfeeders (Deluxe and Super Duper) that are manufactured and assembled in up to three different workstations (X, Y, Z) using a small batch process. Each of the products is produced according to the flowchart in Figure. Additionally, the flowchart indicates each product’s price, weekly demand, and processing times per unit. Batch setup times are negligible.A.J. can make and sell up to the limit of its weekly demand and there are no penalties for not being able to meet all of the demand. Each workstation is staffed by a worker who is dedicated to work on that workstation alone and is paid $16 per hour. The plant operates 40 hours per week, with no overtime. Overhead costs are $2,000 per week. Based on the information provided, as well as the information contained in the flowchart, answer the following questions. a. Using the traditional method, which bases decisions solely on a product’s contribution to profits and overhead, what is the…arrow_forwardSpikLock makes several lines of metal items. The most recent order has been for 1200 door lock units for an apartment complex developer. The sales and production departments must work together to determine delivery schedules. Each lock unit consists of three components: the knob and faceplate, the actual lock itself, and a set of two keys. Although the processes used in the manufacture of the three components vary, there are three areas where the production manager is concerned about the availability of resources. These three areas, their usage by the three components, and their availability are detailed in the table. Resource Knob and Plate Lock Key (each) Available Brass Alloy 12 5 1 15000 units Machining 18 20 10 36000 minutes Finishing 15 5 1 12000 minutes A quick look at the amounts available confirms that SpikLock does not have the resources to fill this contract. A subcontractor, who can make an unlimited number of each…arrow_forward
- Yost-Perry Industries (YPI) manufactures a mix of affordable guitars (A, B, C) that are fabricated and assembled at four different processing stations (W, X, Y, Z). The operation is a batch process with small setup times that can be considered negligible. The product information (price, weekly demand, and processing times) and process sequences are shown below. Purchased parts and raw materials (shown as a per-unit consumption rate) are represented by inverted triangles. YPI is able to make and sell up to the limit of its demand per week with no penalties incurred for not meeting the full demand. Each workstation is staffed by one highly skilled worker who is dedicated to working on that workstation alone and is paid $15 per hour. The plant operates one 8-hour shift per day and operates on a 5-day work week (i.e., 40 hours of production per person per week). Overhead costs are $9,000/week. Which of the four workstations, W, X, Y, or Z has the highest aggregate workload, and thus…arrow_forwardYost-Perry Industries (YPI) manufactures a mix of affordable guitars (A, B, C) that are fabricated and assembled at four different processing stations (W, X, Y, Z). The operation is a batch process with small setup times that can be considered negligible. The product information (price, weekly demand, and processing times) and process sequences are shown below. Purchased parts and raw materials (shown as a per-unit consumption rate) are represented by inverted triangles. YPI is able to make and sell up to the limit of its demand per week with no penalties incurred for not meeting the full demand. Each workstation is staffed by one highly skilled worker who is dedicated to working on that workstation alone and is paid $15 per hour. The plant operates one 8-hour shift per day and operates on a 5-day work week (i.e., 40 hours of production per person per week). Overhead costs are $9,000/week. Workstation W, with a total load time of ____ minutes. (Enter your response as an integer.)arrow_forwardYost-Perry Industries (YPI) manufactures a mix of affordable guitars (A, B, C) that are fabricated and assembled at four different processing stations (W, X, Y, Z). The operation is a batch process with small setup times that can be considered negligible. The product information (price, weekly demand, and processing times) and process sequences are shown below. Purchased parts and raw materials (shown as a per-unit consumption rate) are represented by inverted triangles. YPI is able to make and sell up to the limit of its demand per week with no penalties incurred for not meeting the full demand. Each workstation is staffed by one highly skilled worker who is dedicated to work on that workstation alone and is paid $15 per hour. The plant operates one 8-hour shift per day and operates on a 5-day work week (i.e., 40 hours of production per person per week). Overhead costs are $9,000/week.…arrow_forward
 Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage,
Practical Management ScienceOperations ManagementISBN:9781337406659Author:WINSTON, Wayne L.Publisher:Cengage,